| 连铸坯表面温度测量装置研究与应用 | 您所在的位置:网站首页 › 表面温度测量仪器 › 连铸坯表面温度测量装置研究与应用 |
连铸坯表面温度测量装置研究与应用
|
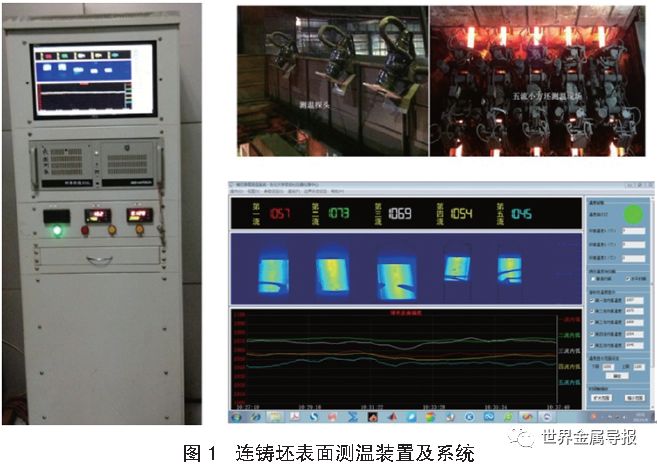
为了对图像测温仪的设计和性能分析提供理论指导,在对辐射测温和CCD光电变换原理深入分析的基础上,建立了双色和三色图像测温模型。这为本项目提出的基于动态自适应光积分时间的测温方法、滤光片波长选择及仪器标定提供了科学依据。通过模型,定量分析了因目标发射率偏离灰 体模型或设定值而导致的测温误差。仿真结果表明,当滤光片工作波长分别为0.71μm、0.82μm和0.93μm时,三色法较双色法具有更小的误差和更高的灵敏度。此外,模型指出,单色法测量精度与测温距离和CCD像素的空间位置有关,而多色测温法则具有与距离和像素空间位置的无关性。 1.2基于CCD传感器铸坯表面温度场视觉测量畸变校正研究 针对在实际现场中温度场测量发生畸变这一问题,分析并得出导致温度场测量畸变产生的两大因素,并针对CCD探测器响应的非均匀性提出了多点分段非均匀性校正算法。基于积分球校正试验表明,经该方法校正后,灰度的非均匀性可降至为1.4‰,从而有效地降低CCD探测器响应的非均匀性对后续测温精度的影响。同时详细分析了光学系统中光学渐晕和自然渐晕所带来的灰度测量非均匀性问题,并针对这一问题,基于几何光学理论建立了温度场畸变数学模型,系统分析了光学系统参数对温度场测量精度的影响,仿真分析结果表明,在一定光学参数条件下,由光学系统引起的非均匀性可导致温度场测量最大误差达94℃,温度非均匀性指标达4.1%,严重降低了基于CCD高温计的温度场测量精度。针对渐晕引起的温度场测量畸变这一问题以及传统渐晕系数标定所存在的问题,本研究提出了一种新的基于场景的渐晕系数估计方法。该方法引入多项式模型来表征渐晕分布函数,并通过最大化 图像邻域灰度梯度的稀疏特性来获取模型参数,与积分球标定方法相比,该方法渐晕系数估计最大绝对误差和相对误差分别为0.052和10%,对应温度测量误差小于1℃,满足连铸坯表面温度场测量精度需求,且标定过程不需要提供均匀的面光源作为标准参考源,标定过程得到了大大简化。 研究了目标-系统的距离偏标定距离时CCD图像测温仪所产生的测温误差,建立了误差补偿模型。仿真结果表明:随着测试距离的增加,CCD的灰度值变大,当实际测量距离大于标定距离时,测温结果高于目标的真实温度;当距离变化相同时,不同的焦距和波长对测温结果的影响程度不同,焦距越长、波长越短对测温结果的影响越大。指出光学系统的渐晕、CCD强度响应的非一致性以及像素之间接收能量的差异是导致单光谱CCD图像测温仪平面精度非一致性的三个原因。通过增大光圈数或选用大口径的透镜可以克服渐晕,采用两点标定法对像素之间强度响应的差异性进行了补偿。以中心像素为参考,建立了因像素间接收能量差异而导致的测温仪平面精度非一致性补偿模型。仿真结果表明:对于一个均匀温场,单光谱图像测温仪的测量结果呈伞形分布,中心像素的测温值最大,越偏离中心的像素,其测温值越低;不同的焦距和波长对平面精度的影响程度不同,焦距越短、波长越长,平面精度的差异性就越大。为了扩展CCD图像测温仪的测温范围并提高其低温段的抗干扰能力,提出了自适应光积分时间方法。与定积分时间方法相比,自适应光积分时间方法的线性度改善了3.5倍,低温段的噪音敏感度降低了4.5倍。因此在整个1073-1473K温度范围内,自适应光积分时间方法的测温结果趋于等精度分布。 2 关键技术 针对差分多光谱CCD图像测温仪、多信息融合铸坯表面温度场测量内容进行了关键技术研究,具体如下。 2.1差分多光谱CCD图像测温仪的研制 针对于连铸坯高温场测量应用,仪器应具备如下的性能和特点:光学成像系统除了具有较小的几何畸变外,还应避免渐晕现象的产生,以便最大程度地取得平面精度的一致性;CCD传感器应具有较低的暗电流和较大的动态范围,以提高测温仪的信噪比;视频数据应在本地实现数字化并通过数字方式进行远程通讯,以免恶劣的工业环境对测量结果引入不必要的干扰;工作波长的选择要避开测试现场中间介质的吸收峰,同时保证在测温范围内CCD能获得足够的辐射能量,以提高仪器的精度和灵敏度;视频数据的存储、处理以及传输要并行化,以满足实时在线测量的需要;多个测温仪以及远程PC之间能方便地通过网络连接,以满足日益需要的分布式多节点温度场测量的需要;测温仪应该具有智能电子快门精确调节功能,以便能够自适应复杂多变的目标温度场而无需人工干预;嵌入式系统在满足功能的前提下应具有最小的功率消耗,以免使CCD发热而产生较大的暗电流。此外,良好的抗干扰能力,方便的远程控制功能,以及开放的设计结构都是仪器设计必须要考虑的重要因素。 从功能上看,CCD图像测温仪主要由成像系统、信号处理系统及通讯系统三部分构成。由目标发出的辐射能经过光学系统及滤光片后,在CCD传感器的像敏面上形成热图像。CCD在时序驱动脉冲的作用下,将光信号转换成电荷包并串行输出至CCD专用信号处理器AD9995,用以完成将离散的模拟信号转换成RAW格式的数字视频信号。TMS320DM643(DSP)的视频口可以与A9995的A/D输出端口进行无缝链接,从而方便地完成视频数据的采集并存储在系统的SDRAM中。待一帧或多帧视频数据采集完毕,DM643的内核根据测温模型中的算法对数据进行加工处理,完成由视频数据到被测目标温度场信息的转换,最后将温度数据通过EMAC网络接口传送到计算机终端进行温度场监测和外彩色显示,同时远程PC可以通过以太网对各个测温节点进行参数配置和实时调度,这样在多节点网络测温中可以有效减少PC端的CPU负荷,提高系统的实时性,便于节点的扩展和系统的维护。为了减轻DSP数据处理的负担,采用一片MCU完成斩光器控制、AD9995的初始化及环境温度的检测以及参数存储等辅助工作,它与DSP之间通过SPI总线通讯协调。 为减小发射率的不确定性和CCD暗电流对测温精度的影响,在本项目开发的单光谱CCD图像测温仪的基础上提出了一种新型的差分三光谱图像测温方法。深入分析了最佳波长的选择原则及其对仪器性能的影响,当目标温度在1073-1473K范围内变化时,在0.7-0.95μm波长范围内CCD的相对频谱输出幅度较大;在下限温度1073K和上限温度1473K处相对频谱输出对应的峰值波长分别是0.91μm和0.81μm;随着目标温度的提高,相对频谱输出的峰值对应的波长逐渐向短波方向移动。综合考虑上述波长选择的原则并考虑到H2O和CO2在0.54μm、0.71μm、0.82μm和0.93μm波长处具有弱吸收特性,因此对于单光谱测温仪而言主要考虑目标下限温度对应的最佳输出波长,其值应为0.93μm,而对于双色和三色测温仪而言,三个最佳波长初步确定为0.71μm、0.82μm和0.93μm,三者恰好构成等差数列。此外,由于此三个波段均处于近红外光附近,测温仪能很好克服周围环境光的影响。 设计了斩光式分光结构和以高速DSP为内核的嵌入式热图像采集及信号处理电路系统;制定了基于RAW格式视频采集控制时序及其驱动方案;采用带偏置量的PID调节算法实现了斩光码盘的快速同步控制。差分多光谱面阵CCD高温场测量仪的结构主要由光学系统、单色面阵CCD、信号处理系统及远程计算机构成。其中的光学系统主要由透镜、斩光码盘、激光发射和接收管、直流同步伺服电机以及相应的控制电路构成,核心是斩光码盘及其伺服控制系统。光学系统各部件之间具有严格的位置对应关系。斩光码盘位于透镜和CCD之间,它与伺服电机共轴,但旋转轴并不在主光轴上。圆形斩光器被均匀分割成4个扇形区,每个扇区由内外两环构成。在外环处镶嵌有3个不同中心波长的窄带滤光片和1个黑色阻光片。在内环处还设计了3个计数孔和1个索引孔,构成用来控制电机转速及控制扇区切换的旋转码盘。斩光器和旋转码盘合称为斩光码盘。斩光码盘的中心与3个计数孔的中心距均相等,而索引孔在内环处的相对位置则有别于3个计数孔。两个激光发射管和接收管分别安放在旋转码盘的两侧。 由于计数孔和索引孔的相对位置不同,在斩光器旋转过程中,两个具有高指向性的激光发射管发出的光只能透过其中一种类型的孔,并被对侧相对应的接收管接收而产生相应的索引脉冲和计数脉冲。索引脉冲的作用是用来作为斩光码盘一个新的旋转周期的开始标志;而计数脉冲的作用是用来作为一个新的扇区刚好进入有效成像区的开始标志,即此时透过镜头投射到CCD上的辐射能恰好能全部通过刚刚进入成像区的滤光片而与其临近的滤光片无交叠区。多光谱图像测温仪在工作过程中,斩光码盘的转速必须与CCD的光积分时间以及信号读取时间有机协调,才能保证温度场的准确测量。系统中伺服电机是通过控制器发出的PWM信号经功放进行驱动的,它与旋转码盘、激光对射管以及控制器组成闭环转速控制系统。 最终完成了差分式多光谱图像测温仪原型机的制作。该原型机通过斩光器和DSP在同一CCD上顺序采集一帧暗图像和三帧单色热图像,其中热图像构成了三光谱图像测温的物理基础,通过与暗图像在线差分可将CCD暗电压降低4倍。 2.2基于多信息融合的铸坯表面温度场测量稳定性研究 由于连铸坯直接暴露在高水汽、高温环境下,导致了连铸坯表面存在大量的氧化铁皮,遮挡了非接触式CCD辐射高温计对铸坯表面真实温度的测量,且大部分氧化铁皮与铸坯表面发生了剥离。这些剥离的氧化铁皮温度与铸坯表面真实温度相比,其温度很低,因此这些氧化铁皮的温度会“污染”整个温度测量结果,造成温度测量值偏低且会带来温度测量结果的剧烈波动,从而无法将这一测温结果引入闭环控制系统来实现二冷配水的闭环控制,失去了连铸坯表面测温的最大意义。此外,仅靠单一灰度CCD对连铸坯表面温度场进行测量,由于其视场角度较大,容易受到现场灰尘、水雾的影响,造成辐射能衰减,进而会导致测温结果偏低,且不同钢种的铸坯表面绝对发射率并不相同,也会造成测量结果存在一定的误差。针对这些存在的问题,提出了基于多信息融合的连铸坯表面温度场测量稳定性解决方案,首先基于凝固传热模型分析了连铸坯表面温度场的分布特点,然后基于此信息并结合高分辨率面阵CCD提出了一种铸坯表面温度场重构算法,用来解决单一灰度CCD测温易受灰尘、铸坯表面发射率等因素影响,从而来提高测量系统的可靠性。本研究基于铸坯凝固传热模型对铸坯表面温度场分布的固有特征进行分析和提取,并将该分布特征信息与高分辨率CCD探测器直接测得的温度信息相融合,提出了一种温度场在线重构算法。现场运行结果表明,该算法可成功重构出受氧化铁皮污染的铸坯表面真实亮度温度信息,可将温度波动降至±5℃以内。 同时,为解决CCD传感器无法对铸坯表面发射率进行在线补偿以及测量易受工业灰尘、水汽干扰等问题,本研究基于窄带光谱辐射测温原理及异尺度数据配准提出了单点及面阵耦合测温方法,该方法可有效降低由于不同钢种绝对发射率不确定所引起的温度测量误差,且延长了系统的维护周期,可使维护周期≥3个月。 3 试验研究 通过连铸现场试验对该套测温系统的温度测量稳定性、温度测量范围以及温度测量动态性能进行了验证,如图1所示。本套系统在南钢电炉厂小方坯现场运行,在现场实现了同时对5流连铸坯表面温度进行实时测量。
研究结果表明,该套测温系统温度测量波动小于±5℃,适用于不同温度范围的小方坯及板坯温度测量,且通过对铸坯表面温度的在线测量可以及时地反馈出连铸工艺参数的变化情况,满足工业现场对铸坯表面温度场测量的需求,目前已在国内多台铸机得到应用,同时已获得美国、俄罗斯、中国专利授权。 4 工业应用 只有消除氧化铁皮影响的、稳定可靠的铸坯表面温度测量数据才能引入到二冷配水闭环控制系统中。其主要作用则是为了保证作为二冷配水核心的凝固传热模型的准确性,提供在线修正凝固传热模型的基础检测数据,即技术路线上由可靠的检测保证模型的准确性,准确的模型保证工艺优化控制的实际应用效果。 4.1在线凝固传热模型及其修正问题 在线凝固传热模型主要解决二冷内铸坯表面温度的反馈问题,目前这一问题仍没有成熟的硬件测量解决方案,采用模型软测量是目前可行的途径,而模型的快速性和准确性是其应用的前提。 在线凝固传热模型的建立基于以下假设:将连铸过程中的对流换热等效为导热;将凝固过程中潜热释放过程等效为比热容的增加;考虑沿拉坯方向热传导相对较小,忽略该方向的传热。同时采用跟随铸坯移动的随动坐标系,由此建立起适用于连铸过程的二维凝固传热模型。 快速性方面,模型采用有限容积法进行离散化并采用交差隐式算法进行求解。特别地,为了在保证模型精度的条件下提高模型的计算速度,实现其在线运行。课题组考虑网格划分与温度梯度分布相匹配,通过优化网格划分和时间步长,提出一种基于非均匀变网格变步长的实时算法对模型进行求解。优化后模型计算时间远小于控制周期5s,满足二冷动态控制对模型在线运行的实时性要求。 准确性方面,影响模型准确性的主要是物性参数条件和边界条件。针对物性参数的影响,课题组提出一种基于伪二元相图的热物性参数计算方法,适用于碳钢和低合金钢的计算,并与JMatPro和实际测量的热物性参数进行了比较,证明了在连铸温度范围内,该算法能够优于JMatPro的结果,具有较高的精度,满足实际应用的需求,同时基于伪二元相图的热物性参数算法能够方便地“嵌入”应用到在线凝固传热模型中。目前,边界条件的确定则是影响模型准确性的主要难点。 边界条件中,特别值得注意的是,二冷换热系数对模型的准确性影响显著。目前,二冷换热系数主要是通过试验总结的经验公式计算获得,公式中相应的待定参数难以确定,而这些参数与喷嘴的形状、类型(气雾或水喷嘴)等有密切的关系,因此针对不同的现场,需要通过外部相应的测量手段予以修正。 4.2铸坯表面温度测量对在线凝固传热模型进行修正 凝固传热模型是描述工艺(如拉速、过热度、水量等变化)与铸坯温度之间关系的模型,在正确选择物性参数的前提下,其准确性主要取决于二冷换热参数等待定模型参数。凝固传热模型参数修正的基本原理是合适的待定参数应该使得模型计算值与相应测量值始终保持良好的一致性,通过不断寻优待辨识的参数值,使得检测值与相应计算值的偏差不断减小,满足应用需求。这在本质上是一个寻优问题,考虑模型的非线性,该问题通过混沌粒子群算法进行解决。其关键点为检测和寻优,其中检测是基础。 在检测方法上,是采用二冷外测温及在二冷区不同位置少量射钉相结合的方式进行。在二冷区内采用射钉测量坯壳厚度,射钉方法可不受水雾的干扰,特别适于强冷情形。而基于面阵的铸坯表面测温在时间和空间上提供了更丰富的数据来源,基于多信息融合的测温方法提高了测量的稳定性和准确性,因此也有利于模型参数辨识的准确性和时效性,为模型应用于二冷闭环控制提供了坚实的保障。 在辨识方法上,采用混沌粒子群优化算法。混沌机制的引入,有利于克服传统粒子群算法容易陷入局部最优解的局限性,提高了粒子群算法全局寻优的能力。 4.3二冷配水闭环控制及其效果 在基于铸坯表面温度测量修正,获得较准确的凝固传热模型的基础上,研发形成新型的二冷配水闭环控制系统。 该系统的特点是构成二元动态前馈+解耦反馈控制。二元前馈即前馈控制中引入拉速和过热度,进行前馈水量补偿。考虑传统静态控制方式下拉速突变引起的铸坯表面温度的动态波动,其原因主要是水量改变引起温度变化的速率较快,因此引入有效拉速,从控制上相当于引入了一个惯性环节,减缓水量的变化过程。而考虑过热度变化对铸坯表面温度影响的滞后性,借鉴有效拉速的经验引入有效过热度。其中过热度可通过课题组研发的黑体空腔式钢水连续测温仪获得。 解耦反馈是二冷闭环控制的关键。其中反馈是二冷闭环控制的基础,反馈偏差是通过在线凝固传热模型计算二冷各段末铸坯表面温度与优化获得的设定温度比较得到,通过铸坯表面测温能够对凝固传热模型在线进行实时修正。由于二冷区前面的冷却段对后面的冷却段铸坯温度具有耦合的影响,直接采用偏差进行控制难以考虑这一部分的动态干扰过程,影响系统的控制精度。而通过解耦将连铸温度控制的多入多出系统变为多个单入单出系统,各个单入单出系统具有独立性,则有利于PID控制参数的设计和提高系统的控制精度。采用二冷闭环控制方式,可以将铸坯表面温度波动控制在±5℃范围,而传统的静态控制方式可以达到±50℃。 总体上,二冷闭环控制提高了连铸温度控制的稳定性,进而提高铸坯质量的稳定性。这也是研发铸坯表面测温的根本意义所在。该系统在南钢等现场获得应用,提高了其产品质量的水平和稳定性,获得现场一致好评。 5 结语 具有随机氧化铁皮的铸坯表面温度场在线测量是一个至今尚未解决的冶金检测难题,本研究针对氧化铁皮引起的测量波动,研制差分多光谱CCD图像测温仪,采用多信息融合测量方法,铸坯表面温度测量稳定性达到±5℃,并在现场二冷闭环控制,有效提高产品质量水平和质量稳定性。 本文摘选自本报2019年第34期B04部分内容,若要详细了解更多相关行业和技术信息,请关注本报纸质报纸每期A版和B版内容,或者登陆本报手机APP客户端,或者本报网站新址:http://www.worldmetals.com.cn/电子报阅读全文。转载请注明出处。 微信品牌推广电话: 010-65220513 订阅电话:010-65220513
更多精彩内容,尽在阅读原文返回搜狐,查看更多 |

【本文地址】