| 超级干货!电缆生产工艺大全之:拉线 | 您所在的位置:网站首页 › 电缆拉线器图片大全 › 超级干货!电缆生产工艺大全之:拉线 |
超级干货!电缆生产工艺大全之:拉线
|
4. 拉伸原理 拉伸属于压力加工范围。拉伸过程生产极少的粉屑,体积变化甚微,即可认为拉伸前后金属体积不变: V0=VK 或 S0L0=SKLK ¯ 相对延伸系数μ:拉伸后与拉伸前线材长度比。μ=LK /L0 。 ¯ 压缩率δ:拉伸前后断面面积之差与拉伸前断面面积比值的百分数。 ¯ 延伸率λ:拉伸后与拉伸前的长度之差与拉伸前长度比值的百分数。 ¯ 减缩系数ε:拉伸后断面面积与拉伸前断面面积的比值。 5. 拉线模 拉线模是拉线过程最重要的工具。线模的主要部分是模孔,一般由互相圆滑连接的润滑区、工作区、定径区、出口区四个区域组成。 ¯ 润滑区:润滑剂在这里停留并被带入工作区。 ¯ 工作区:金属在这个区域内实现变形(变细、变长),实际与金属接触的部分叫做变形段。 ¯ 定径区:使拉线尺寸准确,形状符合要求,模孔直径即定径区直径。 ¯ 出口区:不刮伤从定径区出来的线材,同时防止停机线材回弹引起断线。 6. 拉伸过程 ¯ 线材的一次拉伸:从放线到收线只经过一道线模拉伸。一次拉伸用于拉粗线。特点是加工率较大生产线坯较短,生产效率低。 ¯ 线材的多次拉伸:从放线到收线经过数道(2~25道)线模拉伸。多次拉伸的特点是总加工率大,速度快,自动化程度高。 ¯ 滑动连续式多次拉伸:拉线时如果各拉线轮上(K道除外)积线的圈数不变(每秒钟通过各道线模的线材体积相同),通常称为滑动式拉线机。其特点是:线材在各道(最后一道除外)拉线轮上都有滑动;各道(第一道除外)都存在反拉力。 ¯ 无滑动多次拉伸:无滑动拉伸的主要特点是线材与绞轮间没有滑动,各中间绞轮上的线材圈数可以增减。在拉线过程中:储存系数等于1时,K道绞轮上线材圈数不变,线材不发生扭转,但不能保持长期不变;储存系数小于1时,K道绞轮上线材圈数逐渐减少,线材发生扭转;储存系数大于1时,K道绞轮上线材圈数逐渐增加,线材同样发生扭转。 为保证线材与绞轮无滑动,每个中间绞轮应绕15圈以上线材。 二、 影响线材拉伸的因素 金属线材在拉伸时受到四个外力,即:拉伸力、正压力、摩擦力和反拉力。 拉伸力的大小是实现拉伸过程的基本因素之一,影响拉伸力的因素如下: 1. 铜、铝杆(线)材料。 在相同情况下,拉铜线比拉铝线的拉伸力大,拉铝线容易断,所以拉铝线应有较大的安全系数。 2. 材料的抗拉强度。 抗拉强度受化学成分、压延工艺等多种因素影响,抗拉强度高拉伸力大。 3. 变形程度。 变形程度越大,在模孔中的变形长度越长,正压力、摩擦力增加,拉伸力也增大。 4. 线材与模孔间的摩擦系数。 摩擦系数越大,拉伸力也越大。摩擦系数由线材、模芯材料和光洁度、润滑剂成分与数量决定。铜杆表面酸洗不净,残留氧化亚铜也使拉伸力增大。 5. 线模模孔工作区和定径区的尺寸和形状。 线模工作区圆锥角增加时,摩擦力减小、金属变形抗力增大,使拉伸力变大。定径区越长,拉伸力越大。考虑模孔的寿命,定径区不能过小。 6. 线模位置。 线模安放不正或模座歪斜会增加拉伸力,使线径表面质量不好。 7. 各种外来因素。 进线(杆)不直、放线打结、拉线抖动等都会使拉伸力增加,造成断线。 8. 反拉力增大的因素。 放线张力过大,上一道离开绞轮的张力增大等会增加下一道的反拉力。反拉力增加时,拉伸力也随之增加。 三、 拉线设备
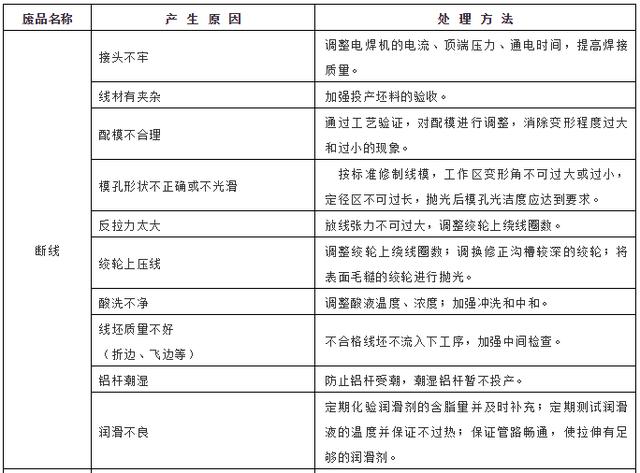
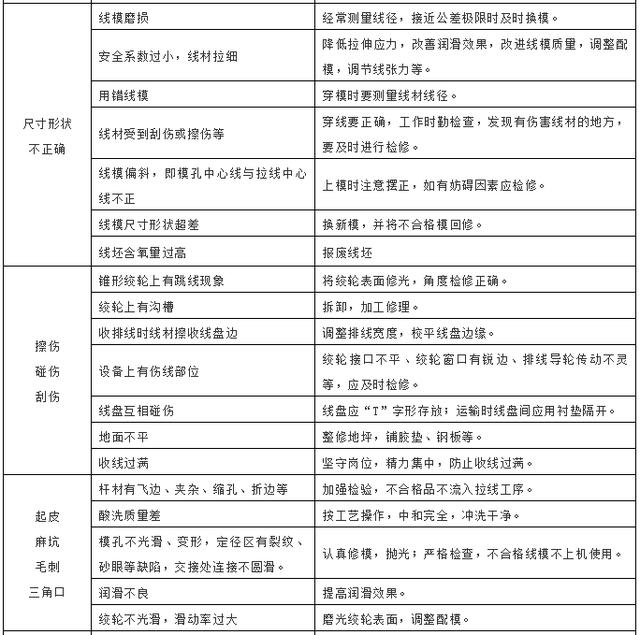
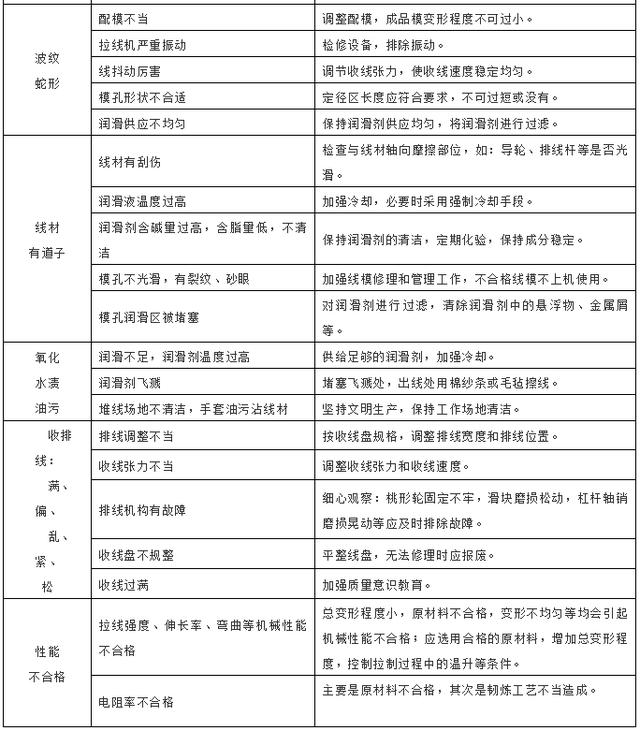
四、 拉线润滑 五、 拉线模具 六、 拉线工艺 七、 拉线废品产生的原因和处理方法
|
 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |