| 新能源锂电池挤压涂布机模头材质,用什么钢材 | 您所在的位置:网站首页 › 电池涂布机模头详解 › 新能源锂电池挤压涂布机模头材质,用什么钢材 |
新能源锂电池挤压涂布机模头材质,用什么钢材
|
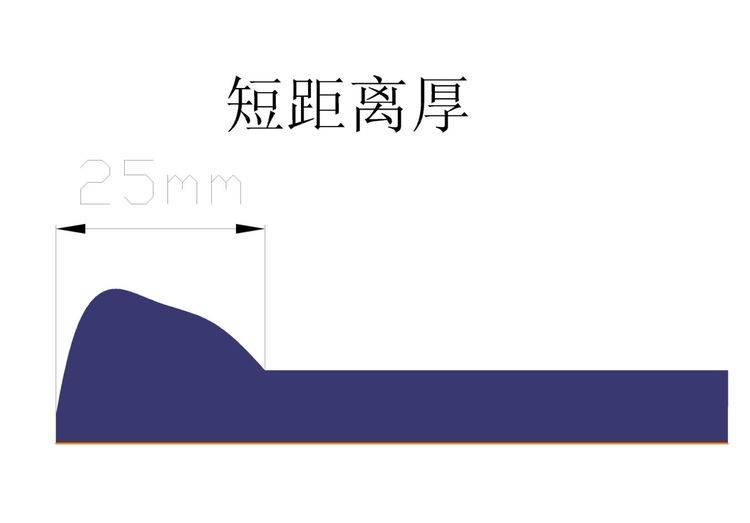
此种情况是因为未能及時将间隙留白处的浆料回流,所以模头喷咀唇口料会外溢再启涂时腔体压力瞬间释放造成头第点偏厚。
上图情况解决方法:开大些回流阀减小回流压让浆料回流快些减小唇口浆料凸月面的曲率半径,方可解决。
上图情况是因为腔体压力和回流压力压差太大,跳间隙料回流多了导致腔体压力小,再启涂时涂头就薄了,解决方法:①关小些回流阀门让涂布时腔体压力与回流瞬间腔体压力相持平或小于0.2就能保证头部面密度与中间面密度一致的。
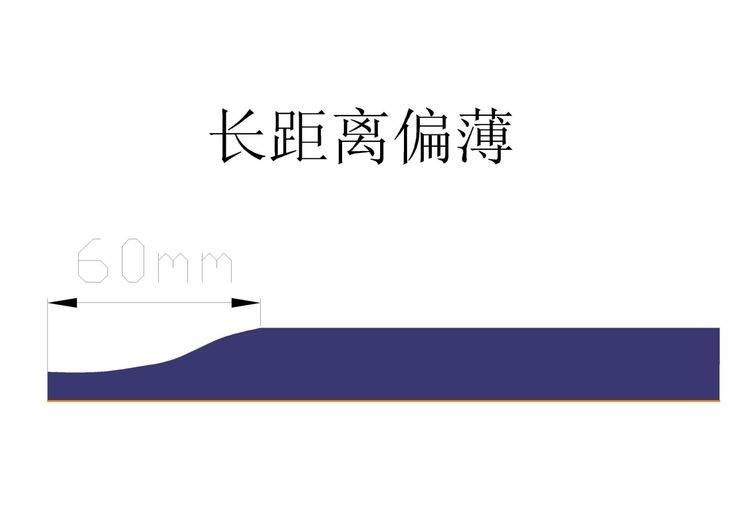
上图情况是因为留白处的多余的浆料未能快速回流,即马上要启涂时多余的浆料在泊材与浆料接触处会形成一个凸弯月面,弯月的曲率半径越大,浆料下滴降过大会造成下弯月面不稳定就会出现头第一厚再薄再厚后正常如上图所示情况。解决方法①更换薄垫片让唇口弯月弧形变小②加大回流阀芯内径尺寸让浆料快速回流③调节间隙阀气流增大让阀打开速度快些。根据现场实际情况调节控制腔体压力,回流压力及间隙阀气缸限流阀。
上图情况是涂布阀开阀过快,间隙阀开阀滞后所致的,解决方法在操作界面用头部削薄功能设定2mm方可解决。
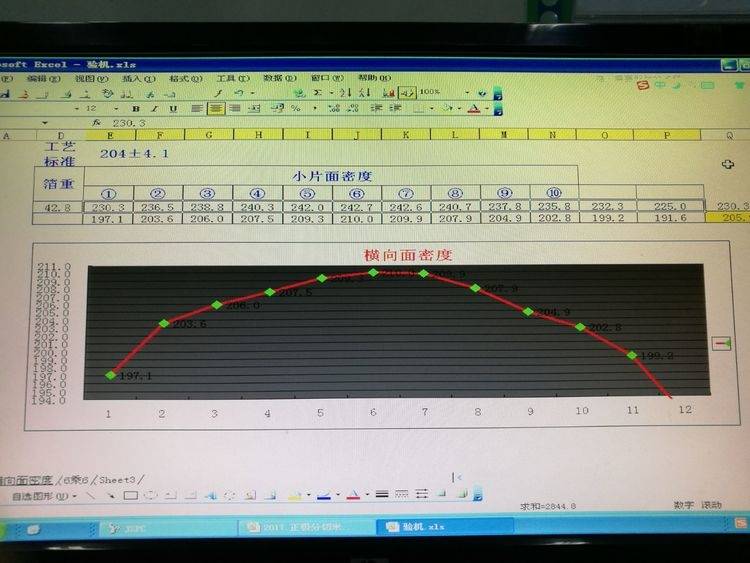
调试过程中的问题总结: 问题点: 1.横向左右两边面密度轻,提模头唇口直线度调节螺丝没效果 。
2.极片头部第一点比正常厚度要厚 ,对策措施: 更换了内斜角弧度垫片 改变了倒角3*2(原来5*3)改变了垫片厚度为1.2mm 问题一已解决 ,问题2头①点厚未解决。
3.针对问题二采取的措施①是更换了涂布阀的阀芯由内径22mm改成19 mm②更换了涂布阀活动伞形挡片直径由38mm增加到42mm ③涂布阀上面的直通内径46 更换了涂布阀活动挡片 由原来的27g重量增加到47g ④更换了涂布阀活动挡片上的小密封圈 由原来的白色&12大圈改成黑色的&10小圈 以上所实施方法主要是为了减小开始涂布一瞬间的浆料流量 从而解决头部厚的问题 通过以上方法问题二有不同程度头厚有变低,但未能根本解决。(我认为当时改回流阀应该会有效)
上图改为内外倒角八字形的垫片:改垫的构思理由是因为①浆料在模头腔体内有滞留区,在中间进料模头的两端有“盲肠”,引起腔体内局部浆料粘度不一致,浆料不能均匀流动,也就是说用常规的直角垫片两边的腔体角槽处的料没中间的活跃所以两边就变轻了,②、浆料粘度一致性不好,引起沉淀或混合不良,或滤网阻塞,使液体流动不能保证流线稳定(包括上下弯月面坡流)。
解决方法:为消除以上问题因此改进垫片形状结构,①杜绝最上层浆料倒爬现象;选择适当的涂布间隙和回流压力值;②消除腔体内死区,保持浆料液恒温状态粘度稳定,不允许液桥处有涡流和气泡。
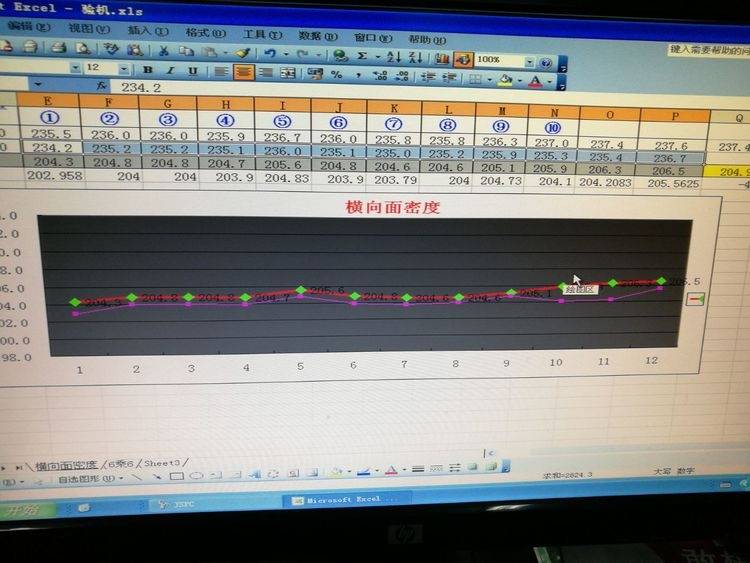
更换上图垫片厚度为1.0mm后各项工艺要求可控达标,若在停机过长时需要将模头腔体的浆料喷出更换新料否则会出上图面密度或不同程度规则的变化。 此图是常规垫片
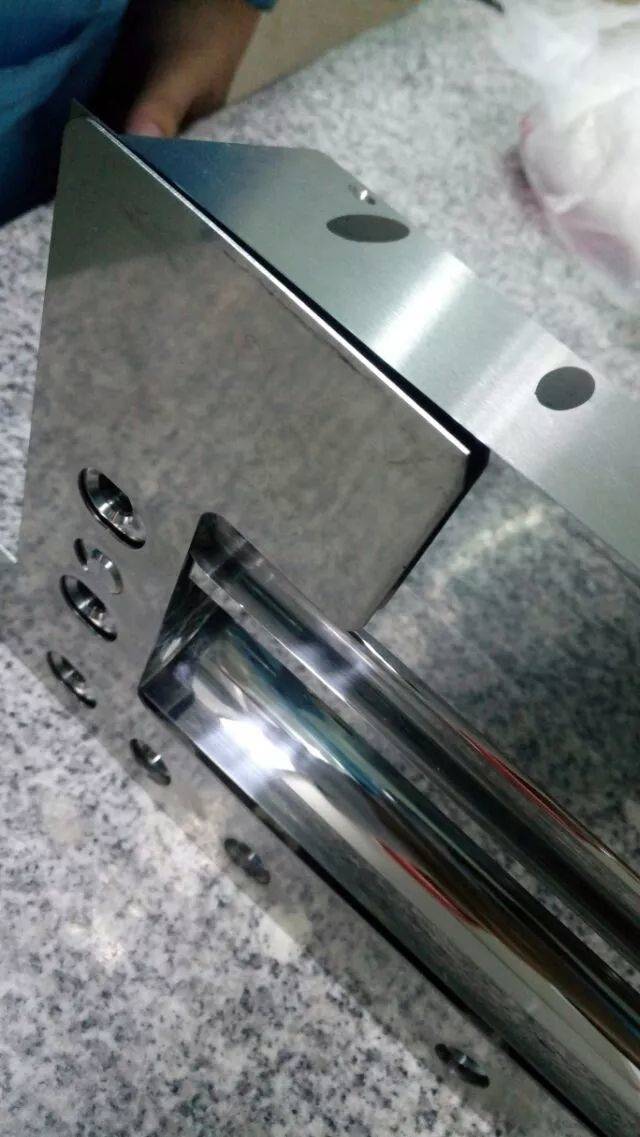
下模
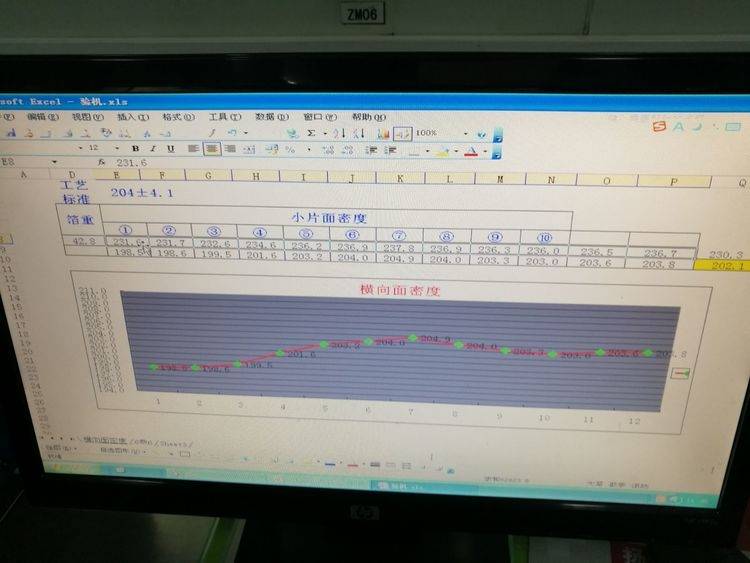
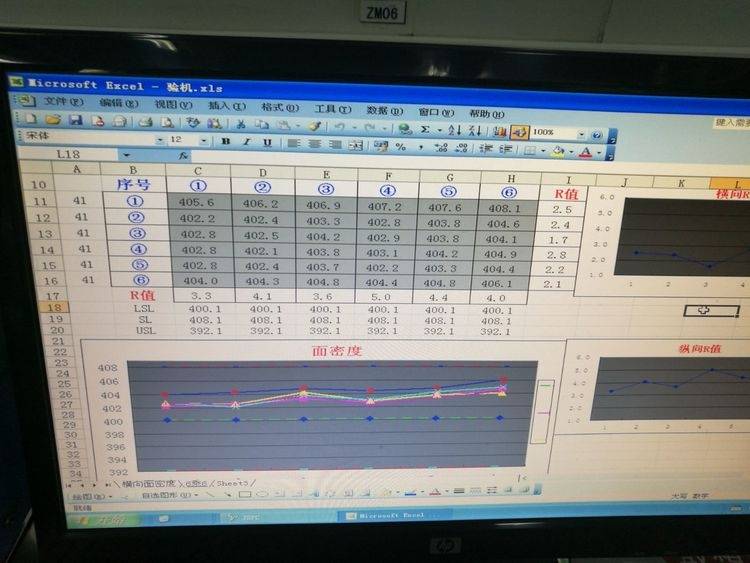
更换垫片为1.0㎜后的首检头与中间的面密度对比结果
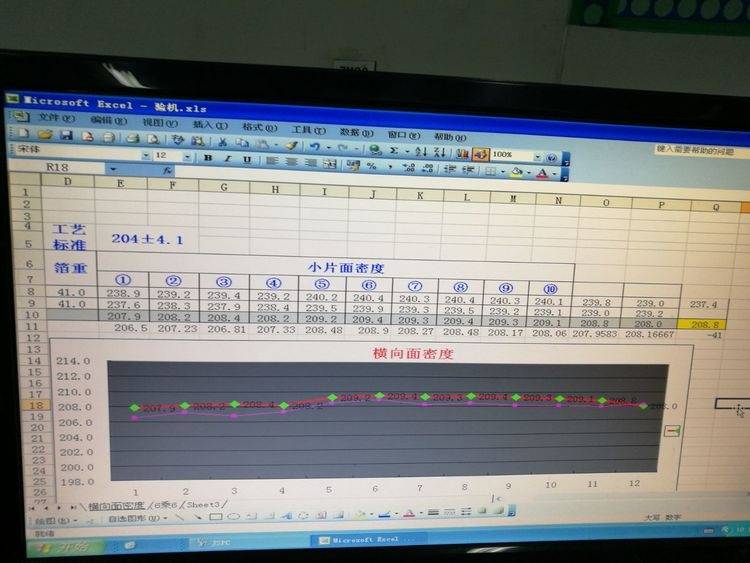
更换垫片为1.0㎜后的尾检头与中间的面密度对比结果
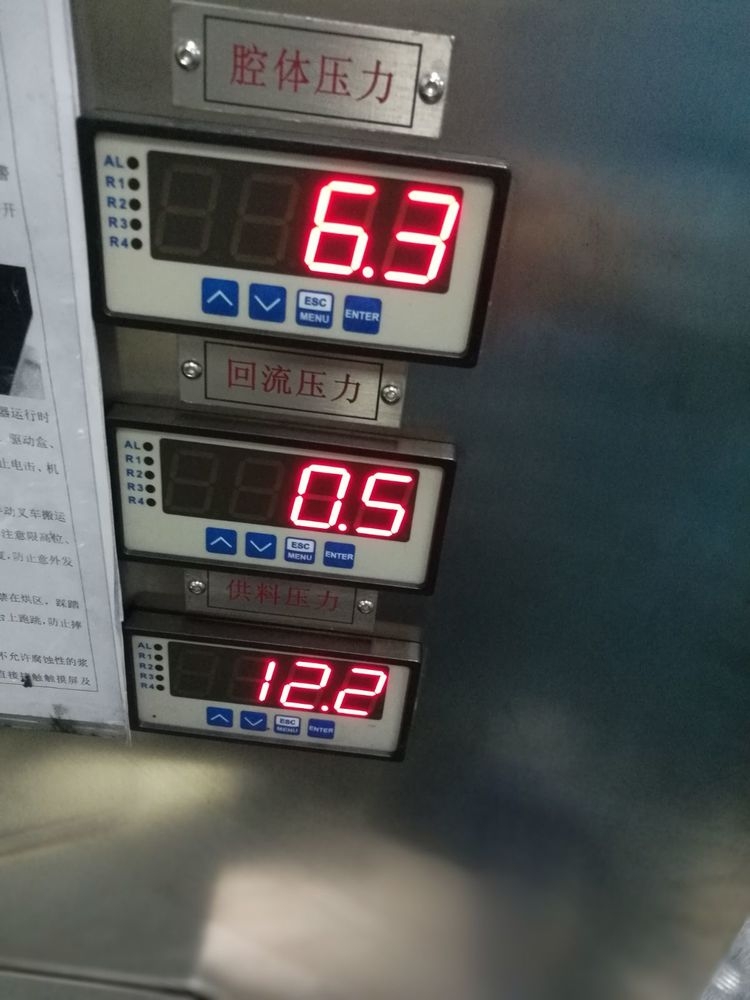
当时涂布监控压力
6×6的面密度首检各格
当时涂布的浆料粘度
阀芯直径
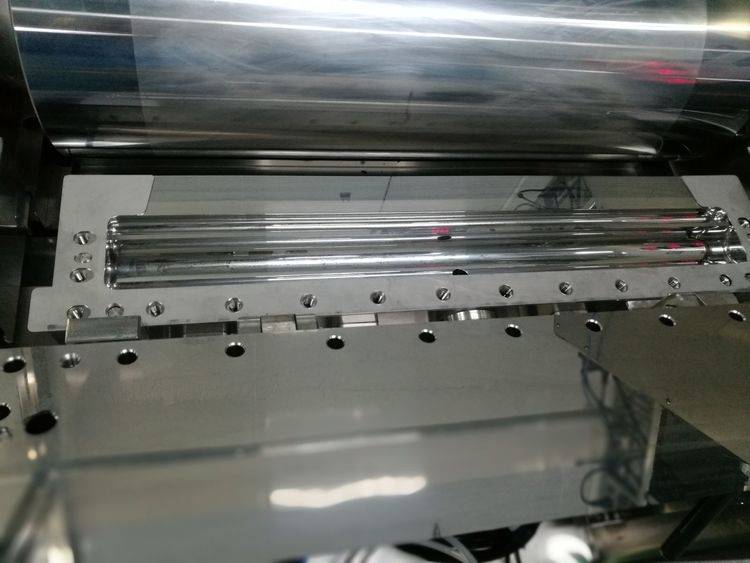
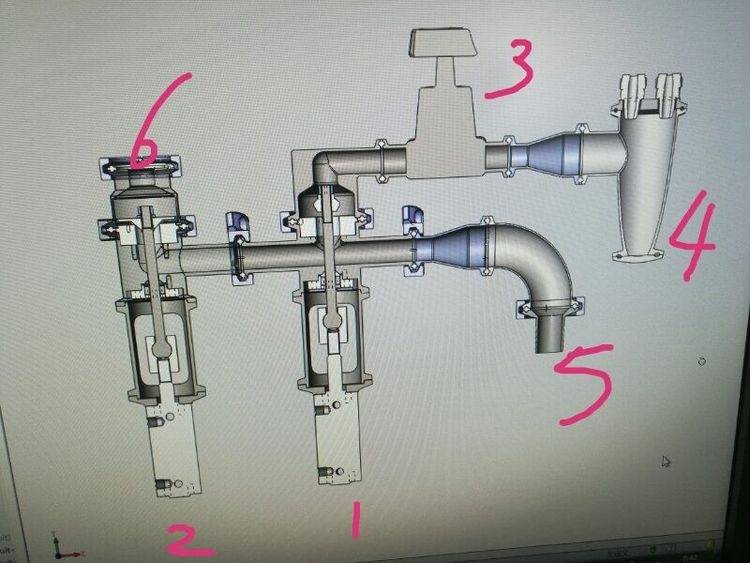
①是回流阀打开时间隙 ②是涂布阀打开时涂布。回流阀与间隙阀通过在操作界面设定的涂长与间隙pLc接收指令程序换算输出信号给气动动元件间隙阀气缸执行切换开涂与关闭。 ③是回流阀流量控制阀关小压力会大,开大回流压变小。 ④是回流管 ⑤是供料管 ⑥是涂布阀出料口。
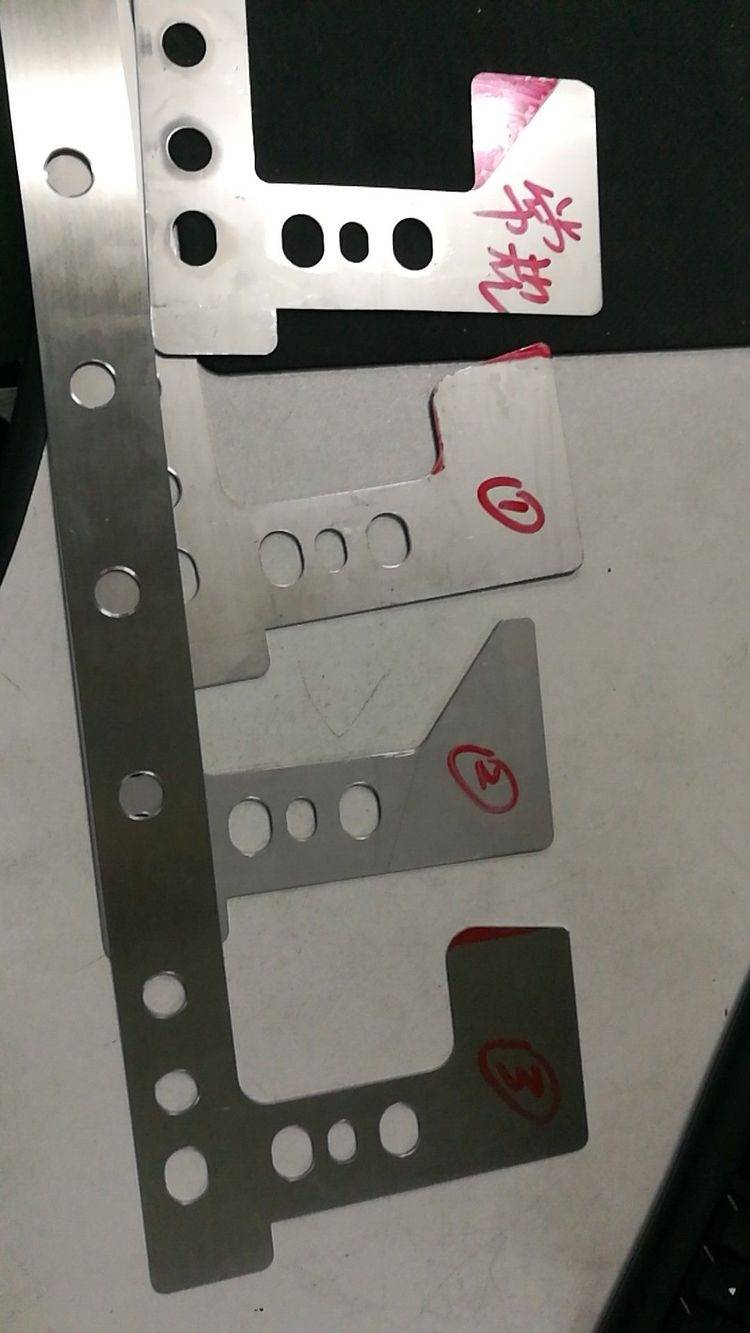
常规垫片两边面密度轻中间高,第①款垫涂头不受控,第②款两边面密度高第③款未试无结果。更换第凶款垫厚度为1.0mm后ok。
|








 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】