| 高速铁路钢轨焊缝探伤通用型探伤仪作业流程 – 轨魅网 | 您所在的位置:网站首页 › 焊缝探伤仪使用方法视频 › 高速铁路钢轨焊缝探伤通用型探伤仪作业流程 – 轨魅网 |
高速铁路钢轨焊缝探伤通用型探伤仪作业流程 – 轨魅网
|
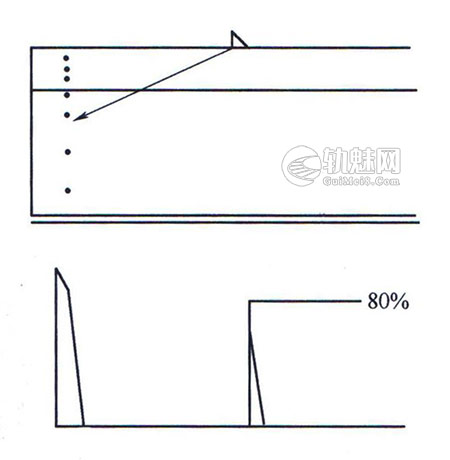
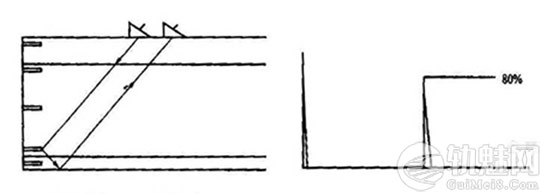
一、作业前仪器测试 1、轨头部位(k≥2探头):将GHT-5试块B区5号横孔深60mm反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为k≥2探头探测轨头部位的探伤灵敏度。
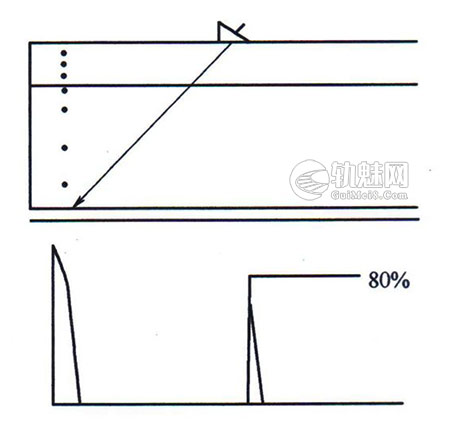
2、轨腰部位(K0.8-K1探头):将GHT-5试块B区8号横孔深160mm反射波高调整到满幅度的80%,根据探测面情况适当表面耦合补偿(2~6dB),作为K1探头探测轨头至轨腰投影部位的探伤灵敏度。
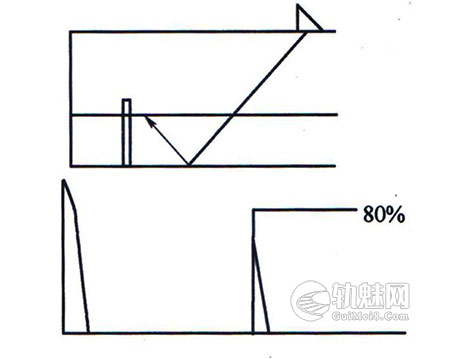
3、轨底部位( k≥2探头):将GHT-5试块C区2号竖孔上棱角的二次反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为k≥2 探头探测轨底部位的探伤灵敏度。
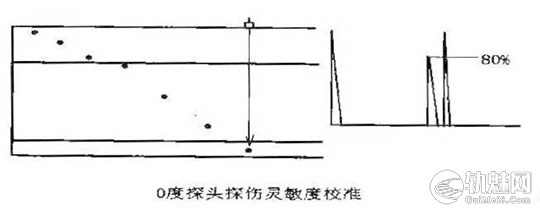
4、0°探头:将GHT-5试块A区7号横孔深160mm反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为0° 探头的探伤灵敏度。
5、双探头轨腰串列式探伤灵敏度测试:将GHT-1a试块距轨面136mm¢3平底孔(4 # )反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为双探头轨腰串列式 探伤灵敏度。
二、焊缝探伤通用型探伤仪作业流程 1、手持视频仪,在除锈干净的焊缝处口述记录好的探伤时间,地点,探伤检查人。 2、手工检查:将视频仪放置轨面距焊缝0.5米左右处,用镜子检查焊缝及热影响区,看焊筋是否推凸平顺,表面是否存在裂纹,焊筋和母材部位是否有击伤、夹痕等其它缺陷。 3、双探头扫查:将扫查架放置轨面中心线,扫查架零点对准需要探测面上,利用两个探头一发一收反射式探伤法,检查轨腰投影范围内的缺陷。 4、直探头扫查:探头置轨面中心,在焊缝中心两侧50mm范围内沿中心线作纵向扫查。 5、使用K2.5或K2单探头,对钢轨焊缝轨头用一次波和二次波作锯齿形扫查。 6、将视频仪放置在轨枕边,使用K2.5或K2单探头对轨底两侧四面用一次波和二次波作锯齿形扫查。 7、擦拭轨面油渍后,视频仪数据保存。清理现场,清点探头工具包,作业完毕 文章来源: 原文名称:高速铁路钢轨焊缝探伤通用型探伤仪作业流程 原文出处:https://www.meipian.cn/tkuke16 注意:内容涉及标准可能存在废止的情况,请实际操作中勿采用,本文仅提供知识参考思路!若有错误,请留言指正,也希望这些知识点可以帮到你! 声明:本文内容观点仅代表作者,非本站立场,编辑时进行少量增删,且内容仅做技术交流和分享,如有侵权请与我们联系,我们将及时删除! |
【本文地址】