| 激光焊接最全面的使用保护气体知识 | 您所在的位置:网站首页 › 激光焊接头形式有哪些 › 激光焊接最全面的使用保护气体知识 |
激光焊接最全面的使用保护气体知识
|
第 1 个数字 = 百分比数值中九的个数 第 2 个数字 = 百分比数值的最后一位 示例:He 4.6 = 氦气纯度为 99.996 %(体积百分比) 贮气瓶的使用寿命:贮气瓶的使用寿命可以很容易地计算出来。焊接气体是储存在贮气 瓶中提供的。一个贮气瓶在压力 200 bar 时通常包含 50 升的气体。
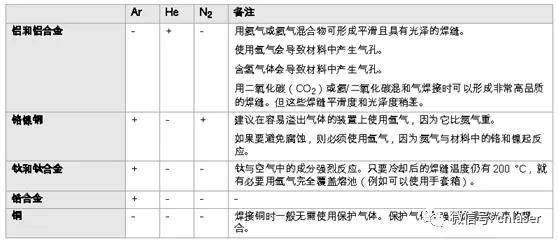
示例: V = 50 l,p = 200 bar,Q =40 l/h → T = 50 l • 200bar / 40 l/h = 250 h 氮气 (N2) 氮气是一种无色无味的惰性气体。 氮气适用于焊接铬镍钢。 但不适合与锆合金和钛材料一起使用,因为尽管它具有不活泼性, 但也能和这些材料形成化合物。 使用氮气焊接钢时,应注意氮气通过从钢中溶解出铬镍成分而略微降低了抗锈性。 推荐 下表列出了推荐保护气体概览。
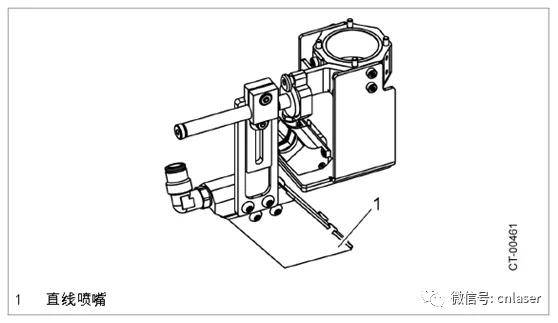
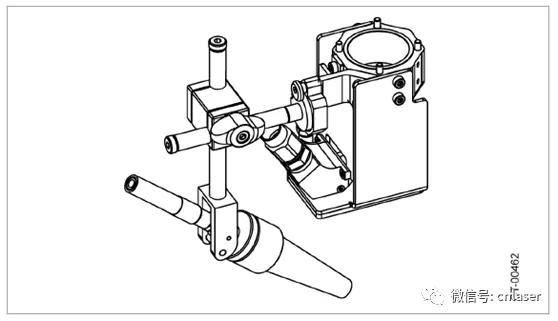
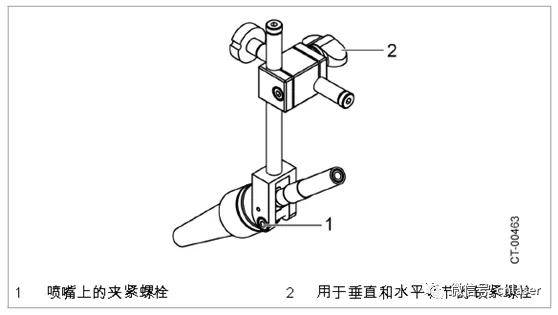
对原料的保护气体建议:+ = 是,-= 否 提示 在狭窄的装置上焊接时,由于金属蒸气将环境中的氧气挤出而导致自我保护。这种情况下不必使用保护气体。 4.保护气体输入 将保护气体输入加工位置的方式有: ■ 通过喷嘴 ■ 通过工作台的夹紧装置 以下参数必须进行最佳设定,以便使用: ■ 气体种类,纯气体或混合气体 ■ 入射角度 ■ 入射范围 ■ 气流 ■ 喷嘴几何形状。 保护气体的输入必须根据激光器的类型(连续式或脉冲式)、焊接速度和焊缝进行调整。 TRUMPF 提供了一些喷嘴作为标准供货,下面将对此进一步说明。 直线气体供应 直线喷嘴是复式管的进一步发展,其中集合了各个管子。直线喷嘴具有下列优点: ■ 更好的焊缝质量。 ■ 结构更紧凑,从而干扰轮廓更少。 ■ 即使喷嘴与工件之间距离较远,也可使用。 前提条件: ■ 连续激光器 ■ 物镜焦距 f = 150 mm、f =200 mm、f = 250 mm 和f = 300 mm。
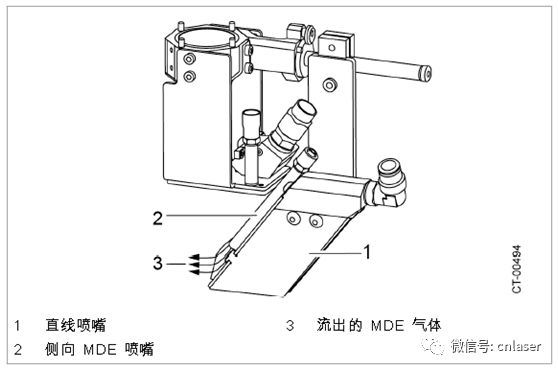
焊接应用: 直线喷嘴适用线形焊缝焊接: ■ 对焊焊缝。 ■ 角焊缝。 带侧向 MDE 喷嘴的直线气体供应 使用这种喷嘴可以直线输送保护气体,同时通过侧向 MDE 喷嘴消 除金属蒸汽效应。 前提条件: ■ 连续激光器 ■ 物镜焦距 f = 150 mm、f =200 mm、f = 250 mm 和f = 300 mm。
焊接应用: 直线喷嘴适用线形焊缝焊接: ■ 对焊焊缝。 ■ 角焊缝。 起泡式喷嘴气体供应 锥形喷嘴包含一个射线调节器。射线调节器确保保护气体层流式流动和均匀分布。 满足以下前提条件时,可使用起泡式喷嘴: ■ 连续激光器 ■ 脉冲激光器。 ■ 物镜焦距 f = 150 mm、f =200 mm、f = 250 mm 和f = 300 mm。
焊接应用: 起泡式喷嘴在光束功率和焊接速度较小的情况下可实现大面积层流式的供气。锥形喷嘴尤其在难以到达的位置上提供了均匀分布的保护气体。 建议根据使用与工件保持 8 - 12 mm 的距离以及 30 ° - 50 ° 的角度。
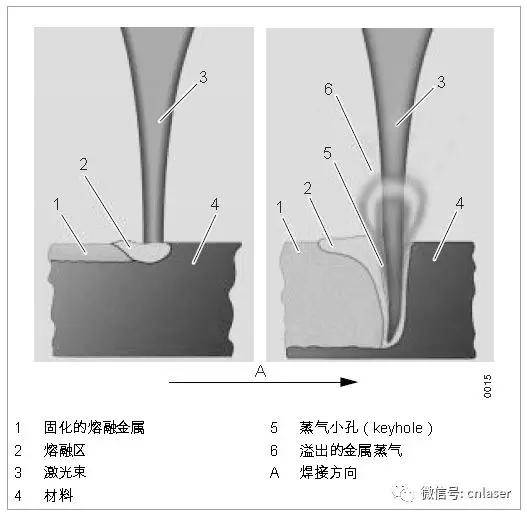
其它方法 如果要求将材料用保护气体极佳地均匀覆盖,则建议使用手套箱。手套箱完全包括了工作范围且保护气体无法溢出。无需保护气体喷嘴,因为手套箱已被保护气体完全充满。 5.保护气体喷嘴的布置 激光焊接时有两种不同的焊接工艺: ■ 热导焊 ■ 深熔焊 对于热导焊来说,材料仅在表面熔融。 形成的焊缝有毫米的十分之几深。该焊接工艺主要用于脉冲式 Nd:YAG 激光器。与热导焊相反,深熔焊则产生很深且很狭窄的焊缝。深熔焊由Nd:YAG 激光器在连续波运行模式下进行。
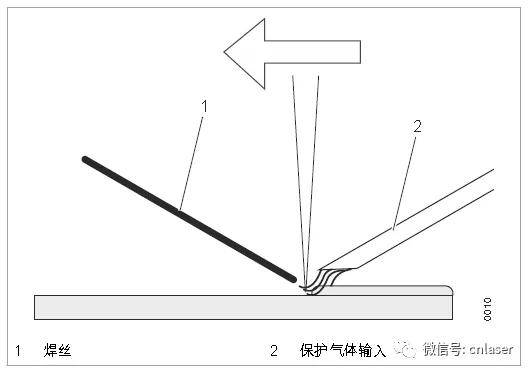
脉冲激光器 为了能够通过脉冲激光器获得最佳焊接结果,通常将焊丝(如果使用的话)缓慢(先行)刺入。保护气体的输入方向可以自由选择。
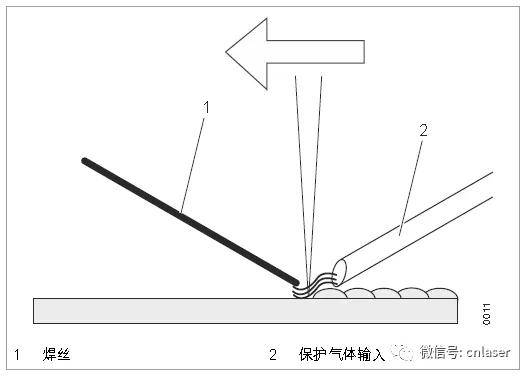
连续激光器 为了能够通过连续波激光器获得最佳焊接结果,务必将保护气体前倾(推行)输入,放慢(先行)焊丝输入(如果使用的话)。
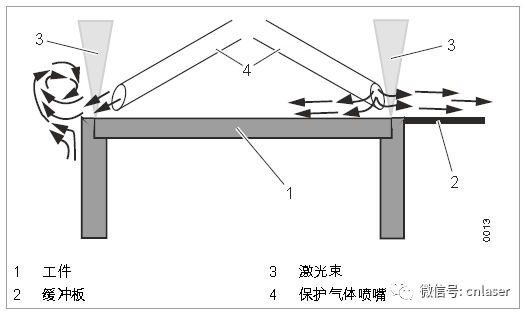
在棱边上焊接 保护气体输入喷嘴的布置必须使得能产生层流式均匀的气流。 特别在棱边上焊接时会产生漩涡,该漩涡会将环境中的氧气带入焊接位置。如果氧气成分> 0.5 %,则材料可与氧气反应。如果在棱边上焊接,则可通过安装缓冲板防止棱边上的气流涡旋。
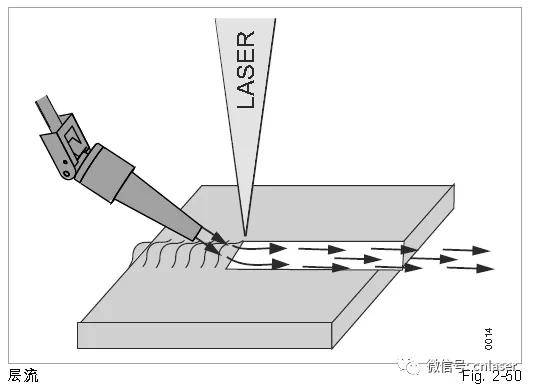
6.保护气体计量 正确计量保护气体对于达到最佳焊接结果来说非常重要。在理想情况下,层流式气流均匀地流动到加工点上方。如果输入的保护气体过少,则无法完全起到保护作用且气体或空气中的水分会进入焊缝。保护气体过多则会产生漩涡,从而将空气带入焊接位置。
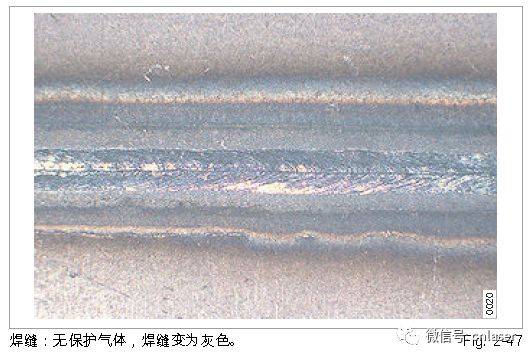
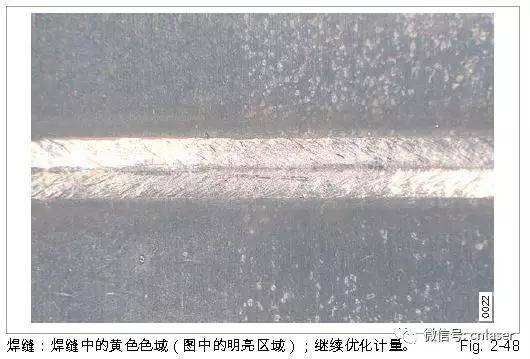
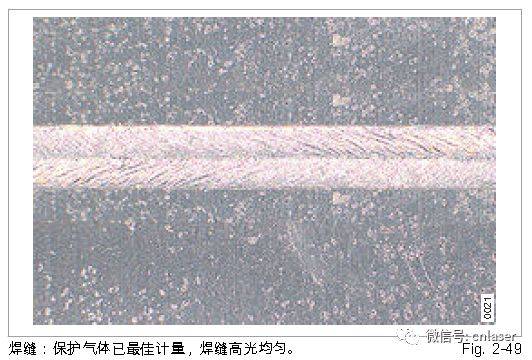
焊缝的颜色可以说明保护气体的使用量。 焊缝变成灰色表明没有使用保护气体。如果焊缝变成黄色,则必须继续优化计量。如果对保护气体已进行了最佳计量,则会形成一个高光焊缝。
带射线调节器的保护气体喷嘴可使保护气体均匀地流出。通过喷嘴中的钢丝绒可达到相同的效果。
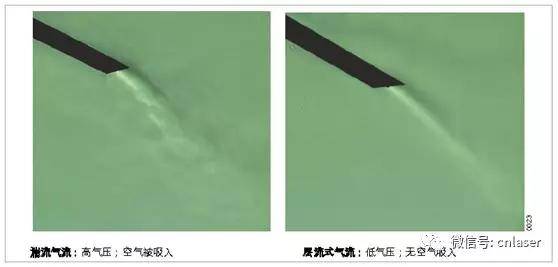
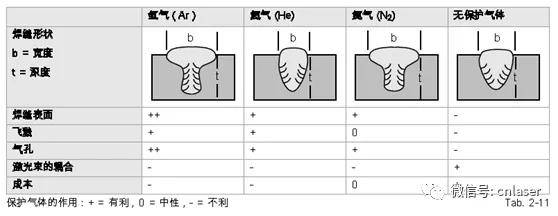
横向气帘: 风幕可用于产生大量飞溅物和蒸气的焊接应用。必须设定风幕,以使保护气体不受风幕气流的影响。 建议:通过简单的测试便可确定射流气体是否已被最佳设定:将一张纸条保持在工件上方,设定射流的气压,使纸张不会被射流压下或吸入。 7.保护气体的作用 不同保护气体作用也不同。它们影响焊缝的形状,并可形成更平滑且更具光泽的焊缝表面。选择不同的保护气体会影响焊缝和形成的飞溅物中气孔的形成。保护气体会妨碍激光束的耦合!
提示 为了使保护气体的效果达到最好,需要在焊接开始前和结束后大约短暂打开保护气体。打开保护气体后,气体到达工件需要一定时间。焊接结束后仍在冷却的熔融物还需要短时间被保护气体覆盖。 来源:TRUMPF返回搜狐,查看更多 |

【本文地址】