| 螺纹孔位置度的三坐标测量方法的探索实践 | 您所在的位置:网站首页 › 测螺纹的仪器有哪些 › 螺纹孔位置度的三坐标测量方法的探索实践 |
螺纹孔位置度的三坐标测量方法的探索实践
|
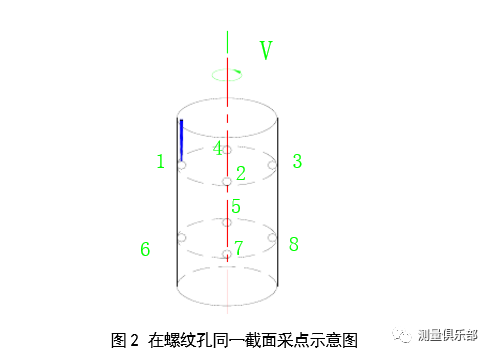
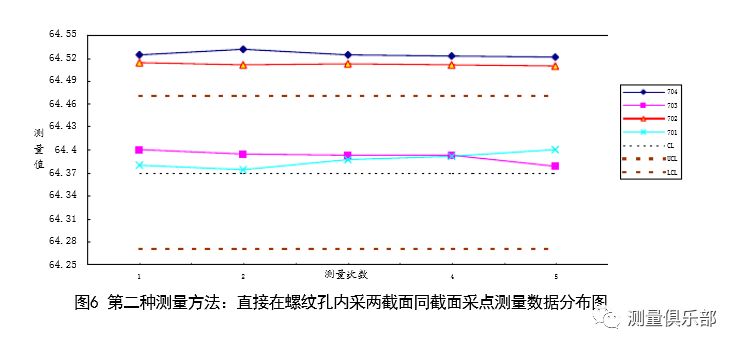
第二种测量方法是直接在螺纹孔内采两截面8点构造一个圆柱元素,以该圆柱轴线作为螺纹孔轴线,三坐标采点示意图如图2。
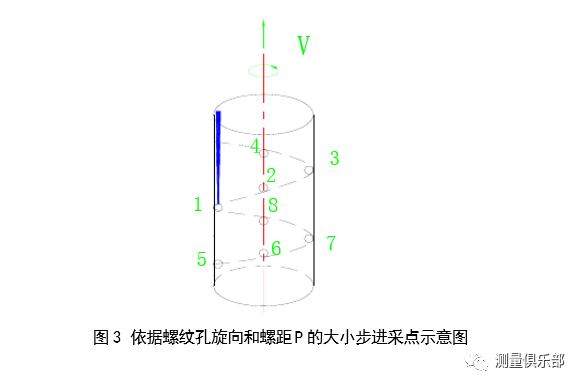
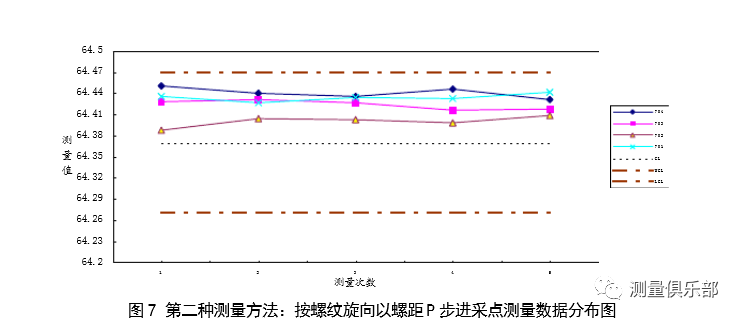
第三种测量方法是根据螺纹孔旋向和螺距P的大小步进采点,即在螺纹孔内每采1点后测头向后退P/4的距离采第2点,依次类推,采完第4点以后,测头向前进mP距离(m为整数),再采第5点,测头向后退P/4距离,依次类推,采完第8点构造一个圆柱,以该圆柱轴线作为螺纹孔轴线,三坐标采点示意图如图3.
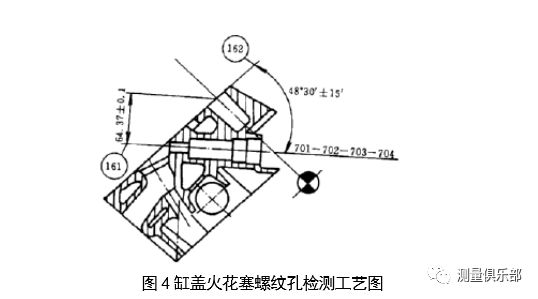
三种螺纹孔位置测量方法测量结果的统计分析 三种测量方法的对比测量实验方案及数据分布以富康轿车TU3A缸盖火花塞螺纹孔位置尺寸64.37±0.1检测为例,如图4,根据三种测量方别编辑三种自动测量程序,用每一种方法的测量程序重复测量5次缸盖,(注:每次测量前重新装夹零件)输出测量结果,将三种测量方法的5次测量结果做成曲线分布图,观察分布图的趋势。
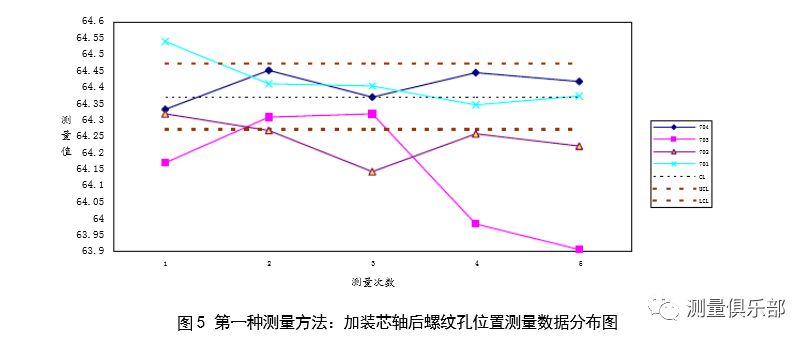
以三种测量方法编辑的三种自动测量程序,5次测量缸盖火花塞孔4个孔64.37±0.1的位置尺寸分布图如图5、图6、图7.
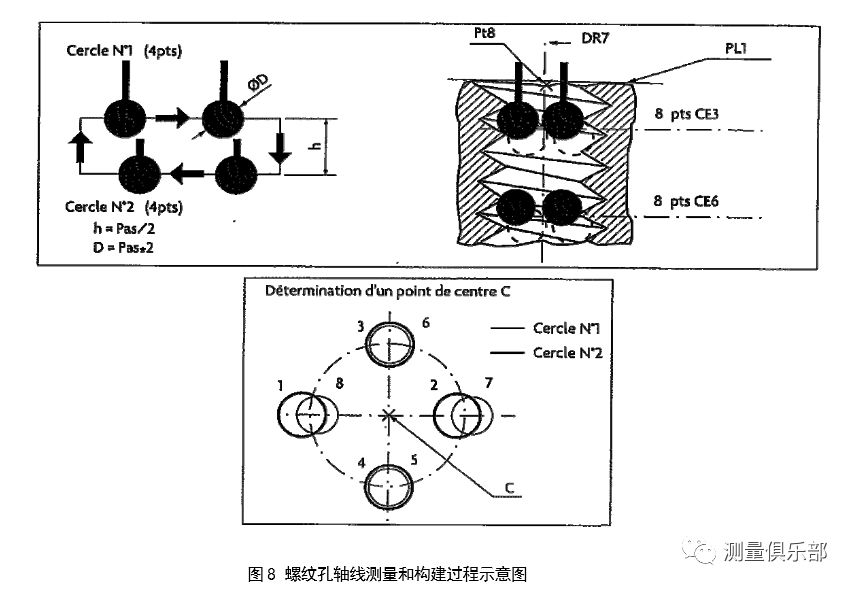
三种测量方法测量结果分布图统计分析结论及工艺分析 ①分析第一种测量方法测量结果分布图5可得出这样的结论: a.同一个孔的位置五次测量其位置尺寸散差很大。 b.同一零件的四个孔的同一位置尺寸五次测量散差很大。 ②分析第二种测量方法测量结果分布图6可得出这样的结论: a.同一个孔的位置五次测量其位置尺寸散差很小。 b.同一零件的四个孔的同一位置尺寸五次测量散差很大。 ③分析第三种测量方法测量结果分布图7可得出这样的结论: a.同一个孔的位置五次测量其位置尺寸散差很小且都在公差范围内。 b.同一零件的四个孔的同一位置尺寸五次测量散差很小且都在公差范围内。 ④加工工艺分析:这四个螺纹孔的加工工艺路线为:钻孔一攻丝,钻孔的位置是通过钻模板的精度保证,测量钻模板位置精度合格,且公差在0.0 3mm以内,钻孔完之后检测64.37±0.1mm,其四个孔的位置都在0.0 5mm以内,非常稳定。四个孔是同时钻之后又同时攻螺纹,四把刀装在同一个动力头上,且四把刀之间的位置固定死了。因此,其四个螺纹孔的位置尺寸也应该很稳定,才符合机械原理。于是我们认为图7反映的加工状态是符合机加工工艺的,因此可判断第三种测量结果和测量方法比较符合加工工艺。 三种测量方法测量误差分析 三种测量方法误差分析:第一种测量方法是因为螺纹芯轴将螺纹孔轴线延长了,且螺纹配合误差的存在,因此造成同一个孔5次结果和四个孔5次结果散差很大,同时由于螺纹芯轴本身的制造误差存在也是造成螺纹孔位置测量误差大的原因。第二种测量方法,螺纹孔内同一截面上采点测量时,所采同一截面四个点构成的圆的圆心一定不在螺纹孔的轴线上,在评定螺纹孔位置度时,这个误差就带入到评定结果中,且同一孔不同截面、不同的孔所测圆的圆心偏离螺纹轴线的位置有较大的差异,这就是造成螺纹孔位置度测量重复性差、散差大等测不准的主要原因。第三种方法是沿螺纹孔螺纹旋向方向步进采点,虽然保证了所采点构建圆的圆心理论上在螺纹孔轴线上,评定位置度结果较前两种测量方法误差较小,但由于采集的4个点不在同一截面上,轴线稍有倾斜就会带来较大的采点误差存在,这些误差都将带入到螺纹孔位置度的评价结果中。 以上三种螺纹孔位置度的三坐标测量方法广泛应用于汽车、发动机等机械加工制造行业。如果产品要求的螺纹孔位置度公差较大,如位置度公差大于0.2或者位置尺寸公差大于0.1,三种测量方法的测量结果也可近似地反映出螺纹孔位置的加工质量,尤其当螺纹孔直径在M6左右及以下,螺距小于等于1时,测量误差还是可以接受的。尤其是第三种测量方法测量误差相对其它两种测量方法误差还是比较小的,而且也适合测量螺纹孔直径较大或者螺距较大的孔的位置度。但当螺纹孔位置度公差要求小于0.1或者位置尺寸公差的要求小于0.05时,以上三种测量方法就显得测量误差较大,尤其不适合做设备能力值和工序能力值的测量。 螺纹孔位置度新的测量方法的探索 准确测量螺纹孔位置度的关键就是在构建螺纹孔轴线时要保证采点误差最小,以便能确保采点构建的轴线与螺纹孔加工的轴线重合,其次要保证评定螺纹孔位置度时,评定点要固定在同一截面上。 我们一直在探索和尝试一些新的测量方法来降低螺纹孔位置度的测量评价误差,保证测量结果的准确性。下面是我们最新应用的一种测量螺纹孔位置度的方法,测量误差明显小于方法三即沿着螺纹孔中螺纹的旋转方向按1/4螺距步进采4个点测量一个圆,评价该圆圆心相对基准的位置度的测量方法。 新的螺纹孔位置度的测量方法的测量原理简述 新的螺纹孔位置度的测量方法测量原理为直接触测螺纹孔内两个相距螺距整数倍的圆柱,用2个圆柱的质心点构建螺纹孔轴线,每个圆柱面采8个点,分两层,每层4个点,两层的间距为1/2螺距。用这种方法构建的螺纹孔轴线误差明显较第三种方法(沿着螺纹孔螺纹的旋转方向按14螺距步进采4个点测量一个圆)小,另外通过构建螺纹孔轴线与攻丝孔端面的交点,求交点相对评价基准的位置度,这样就保证了评定螺纹孔位置度时,评定点固定在同一截面上。 新的螺纹孔位置度的测量方法的采样策略与评价过程 新的螺纹孔位置度的测量方法的具体测量和构建评定过程如下:如图8,测量螺纹孔端面得PL1面,把PL1面作为第一方向并找正,建立零件坐标系A1;在零件坐标系A1下,测量螺纹孔,测量方向始终沿着PL1面的法线正方向;在每个螺纹孔中测量2个圆柱面,一个靠近螺纹孔进口端,一个靠近螺纹孔出口端,两个圆柱面的间距为螺距的整数倍;每个圆柱面采8个点,分两层,每层4个点,两层的间距为1/2螺距。 如果遇到有些三坐标测量机的测量软件不能直接用2个圆柱的质心点构建轴线时,就采用间距为1/2螺距的两层4个点共8个点来构建一个圆,用同样的方法再测量构建另一个圆,用这两个圆的圆心同样可构建螺纹孔轴线。这两种构建螺纹孔轴线的精度一致,仅仅是测量软件处理的方式不一样。 每个圆截面(或圆柱面)都用如下方法测量: ①在一个平行于PL1面的螺纹孔圆截面上,触测4个间隔90的点; @测头向上偏移h=pas/2的距离,在螺纹孔另一圆截面上,再触测4个间隔90的点。 3用这8个点构建一个平行于PL1面的圆(或圆柱)CE3; ④在螺纹孔的另一头,再构建一个圆CE6(或圆柱),测量过程和构建方法同CE3的过程一样。 ⑤用圆(或圆柱)CE3和圆(或圆柱)CE6的圆心构建一条轴线DR7(即DR7 = CE3 U CE6)。 0计算线DR7与端面PL1面的点PT8(即PT8=DRT ∩PL1). ⑦在零件坐标系A2(计算螺纹孔位置尺寸或位置度的基准坐标系)下,计算出交点PT8的位置坐标(X,Y)和位置度,即为所求的螺纹孔位置尺寸和位置度。
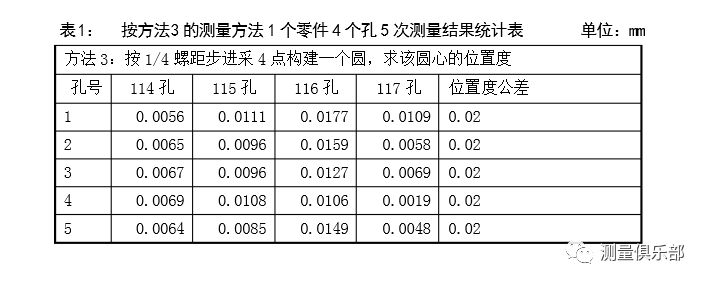
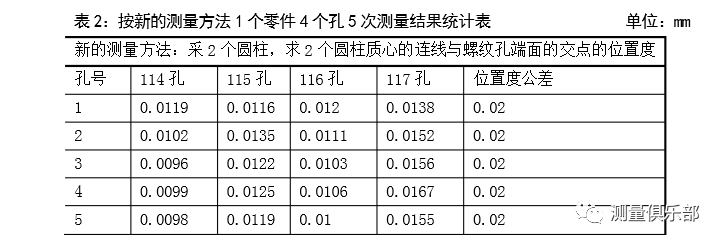
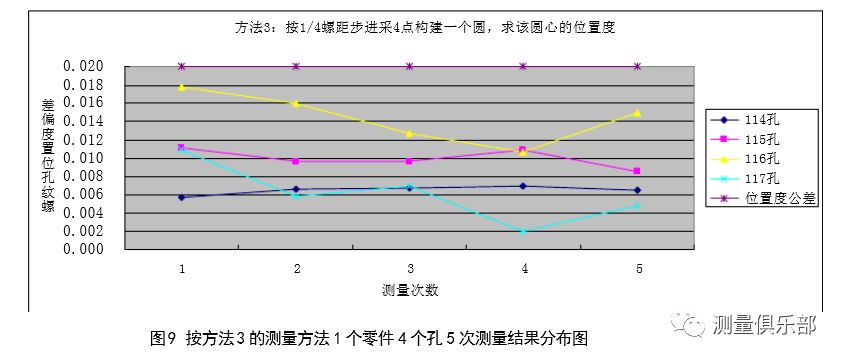
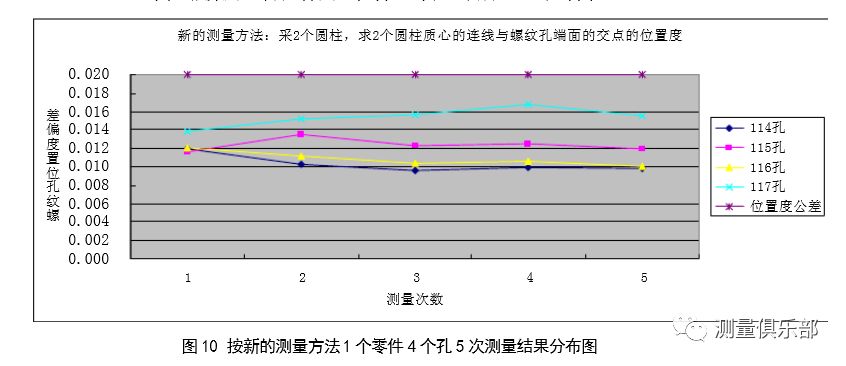
测量注意事项: ①测尖的直径要大于等于螺纹距的2倍。 ②测A的直径和螺纹孔间的接触、回退距离要足够。 ③螺纹孔要干净并且没有毛刺。 螺纹孔位置度新的测量方法的应用实践 为了验证新的螺纹孔位置度的测量方法是否可靠,我们首次将这种测量方法应用在我们公司的新产品16气阀缸盖的火花塞螺纹孔的位置度的检测上。我们进行了二种测量方法的对比测量实验,根据二种测量方法原理编辑了二个三坐标测量程序,分别将同一个零件测量五次,每次测量重新装夹零件。其4个火花塞螺纹孔的位置度的测量结果如表1、表2,其5次测量结果的分布图如图9,图10.
通过图9、图10的对比,我们可以发现下列规律: ①按新的测量方法测量的同一个孔的位置度,5次测量结果散差明显小于方法3的测量结果。 ②按新的测量方法测量同一个零件4个孔的位置度,测量结果的发散区间明显小于方法3的测量结果。 新的螺纹孔位置度的三坐标测量方法保证了螺纹孔轴线构建的准确性,保证了螺纹孔位置度的评定点始终在同一截面的固定性,该测量方法保证了螺纹孔位置度的测量总误差小于0.02。同一个零件的同一个螺纹孔,位置度的测量重复性好;连续加工的不同零件,相同编号的螺纹孔位置度测量一致好;同一把刀具加工的不同螺纹孔,位置度测量结果分散性小。因此新的螺纹孔位置度的测量方法测量结果可靠、误差较小。 新的螺纹孔位置度的三坐标测量方法还可以推广应用于螺纹孔位置尺寸、螺纹孔轴线的垂直度、平行度、倾斜度等螺纹孔所有位置公差的测量,也可推广应用于具有螺纹轴类零件等外螺纹轴线的垂直度、平行度、倾斜度等外螺纹零件的位置公差的测量,目前该方法已在我们公司得到了广泛的应用与推广。 本文仅以分享和传播技术为目的,原作者神龙汽车有限公司 叶宗茂 周兆加,向原作者致敬!文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系删除!返回搜狐,查看更多 |
【本文地址】
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |