| 线切割的原理是什么?加工精度到多少?适合哪些材料? | 您所在的位置:网站首页 › 水切割钢板原理 › 线切割的原理是什么?加工精度到多少?适合哪些材料? |
线切割的原理是什么?加工精度到多少?适合哪些材料?
|
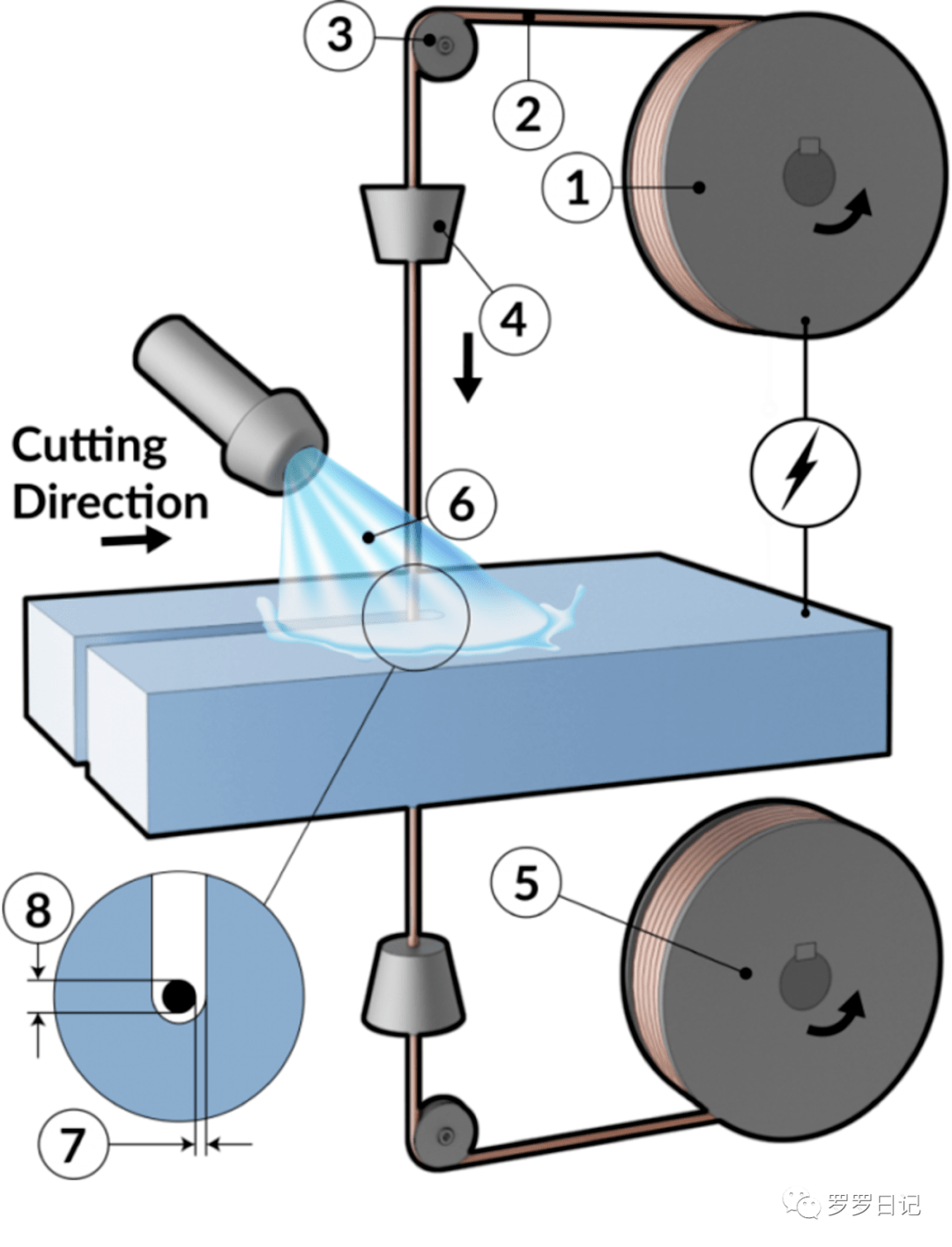
线切割的基本工作原理可以用一张图来说明。
切割丝 [2] 从线轮 [1] 经由引导轮 [3] 和控制单元 [4] 送入。为了抵抗磨损,控制单元通常由金刚石 制成。切割线最终被收集轮 [5] 收集或在消耗时切成小块。通过电源连接,使切割丝充当阴极,工件充当阳极。当电极(在本例中为切割丝)靠近工件放置时,会发生火花放电,从而导致工件上的材料被去除。放电由电介质[6] 支持,这有助于冷却材料,该过程也可以完全浸入电介质中。火花隙 [7] 导致加工轮廓略大于导线 [8] 的直径。加工轮廓通常由工件在水平面内的运动来控制。 线切割过程可以分为3个阶段。 电极与工件之间形成电弧:在线切割中,使用一根细且导电的金属丝作为电极。电极与工件之间的距离非常小,但没有直接的物理接触。通过施加高电压,形成电弧放电。 电弧产生高温高压区域:电弧放电产生的能量非常高,导致工件表面的金属在瞬间受热至高温状态。这个高温高压区域能够使金属表面发生蒸发和腐蚀。 金属腐蚀和去除:在高温高压区域,金属会开始腐蚀和溶解。腐蚀的金属颗粒被冲击波冲走,从而实现对金属工件的去除。电弧不断地在电极和工件之间移动,使整个切割过程能够在金属表面上形成所需的形状。 线切割加工过程中的材料去除是由于火花对工件表面的影响而发生的。这些火花不是连续的电流,而是每秒发生数百万次的短暂电流。 加工封闭区域时,电火花线切割机的工件会有一个通孔作为切割的起点,线材需要在切割开始之前穿过这个孔;将线材从顶部导向器插入底部导向器的过程称为穿线。电火花线切割机可能有自动穿线系统,或者需要手动完成。此外系统一般有一个传感器来检测 EDM 线切割过程中的断线情况。 02 线切割加工的精度如何? 由于线切割是一种非常精密的加工方法,其加工精度取决于多个因素,包括工艺参数、电极和工件材料、电流、脉冲间隔、电极与工件的距离等。 较细的切割线和更精密的控制系统可以实现更高的加工精度。
一般来说,线切割能够达到数十微米到数百微米的精度范围。高精度线切割的加工精度可以达到±2.5um级别,甚至±1um左右,粗糙度也可达0.15-0.2uRa。 需要注意的是,加工精度和表面质量往往会受到加工速度的影响。更高的加工速度可能会导致加工精度的降低和表面质量的恶化。因此,在选择加工参数时需要权衡加工速度、加工精度和表面质量之间的关系。
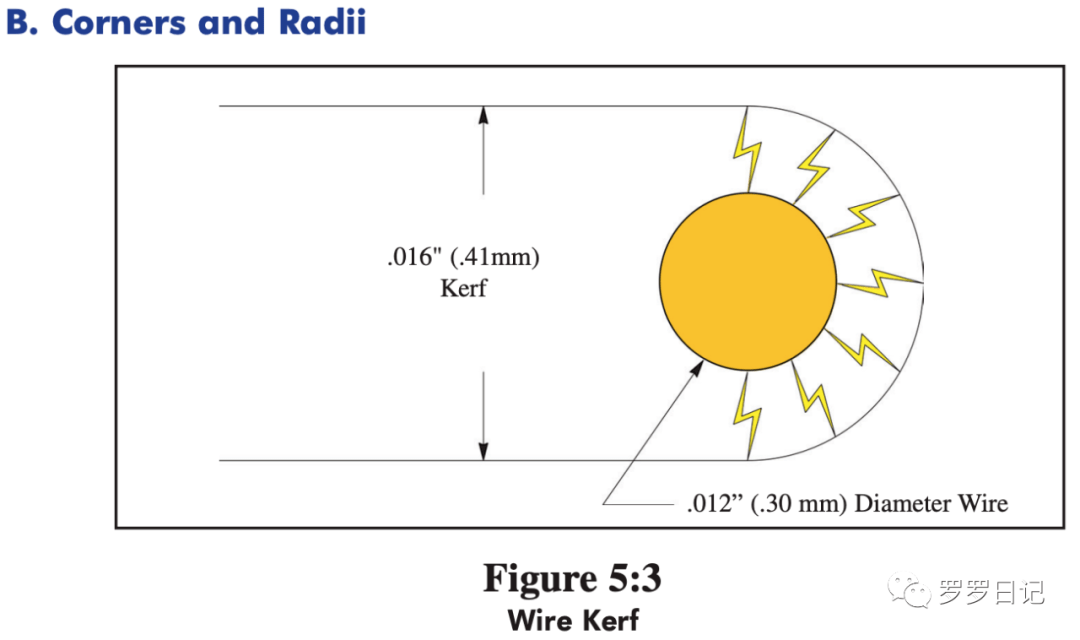
理论上,槽的宽度等于导线直径加上火花隙的2倍,但实际上,它可能会稍大一些。制造商可能会提供与工艺参数有关的精确计算槽宽度的方法,在线切割编程时需要考虑该槽宽度。 由于电火花线切割工艺中会产生强烈的热量,因此始终存在热影响区和重铸层的风险,为此需要采用二次操作来去除重铸层。 03 线切割适合加工哪些材料? 线切割非常实用于加工硬脆材料,比如工具钢,硬化工具钢,硬质合金钢,铬镍铁合金等传统加工方法难以加工的材料。或者加工复杂轮廓航空航天或者医疗行业中的零件。 除此之外,还可以使用线切割机来切割任何导电材料,包括铜、黄铜、铝、哈氏合金等。 那么可以线切割石墨吗? 是的,线切割机可以切割石墨,但是,石墨很脆,需要小心处理,并且切割速度非常慢;此外,最好通过铣削对石墨进行普通加工,使用线切割机加工复杂的轮廓。通过这种方式,可以使流程更加经济、快捷。电火花加工后,需要干燥石墨以去除湿气。 那么可以对钛金属进行电火花加工吗? 是的,线切割机可以切割钛合金 ,可以使用镀锌黄铜切割线(电极)以获得更好的速度和表面光洁度 。此外,切割过程可能会遇到断线的问题,可以通过调整电流值和“脉冲关闭时间”的长度来最大程度地减少这种情况。 04 放电加工线是由什么制成的? 为了最大限度地减少电极的腐蚀,并保持较好的加工表面光洁度,电极一般采用黄铜、镀锌黄铜、 钨、钼丝、铜钨、碳化物、铜石墨等制成。镀锌黄铜丝用于更快的切割,并且断裂更少,而钼丝用于精确应用以及不需要黄铜痕迹的地方。 切割线直径为0.25mm,0.18mm,0.1mm,0.015mm,0.05mm等。 线切割机中的线材仅使用一次,因为火花放电后线材会变弱,用过的线材会进入底部线轴,然后切割成小块作为废料。 05 线切割用介电液 电火花线切割机连续流动的液体会冲走微小的切屑,冷却工件,并用新鲜的液体填充火花隙区域。 介电液通常充当绝缘体,不允许电流从线(电极)流到工件,然而,当放电电压超过介电强度,它会变得导电并允许电流以火花的形式通过。 去离子水广泛用作线切割机中的介电液,原因如下: 去离子水的介电强度 低于煤油(烃油),因此与煤油相比,它允许在相对较大的火花间隙下发生火花放电,这意味着材料去除速度更快。 而且,与煤油相比,去离子水可以从火花放电区域去除更多的热量,当以较高的脉冲频率低电流放电时,这非常有用。由于冷却效果高,使用去离子水时热影响区和重铸层问题较少。 此外,与煤油相比,去离子水具有更高的材料去除率和更好的表面光洁度。 另外,去离子水不存在有害蒸气等问题,对人体皮肤无害。 然而,去离子水会迅速失去其绝缘性能,因此你必须有一个去离子系统。 06 线切割加工的优点、缺点和限制 优点: 线切割是一种精确的切割工艺,可以用于切割具有严格公差的困难型材,甚至可以切割传统加工工艺无法切割的小尺寸工件。 可以使用线切割机轻松切割黄铜和铜等软金属、石墨等脆性材料以及硬质合金、铬镍铁合金等硬质材料。 线切割可切割高度高达300mm或重量高达1000公斤的工件。可用于切割尖角(半径可忽略不计),不会留下毛刺和工具痕迹。 电极是线切割机中的一根简单电线,因此工具成本相对较低。 缺点和限制: 电火花线切割只能用于切割导电材料。 电火花线切割的切割速度或材料去除率低,不经济,因此,它的常于加工非常硬的材料或难以加工的型材。 电火花线切割可能会在工件表面留下重铸层,需要进行抛光等二次操作才能将其去除。 断丝是线切割中的一个问题,会导致时间和一些线材的损失。线切割中的线(电极)不能重复使用,使用一次后就报废,这增加了成本。 1. 电火花加工的原理是什么?常见形式有哪3种?加工精度到多少? 2. A2,O1,D2,W1,S7,M2,H13等工具钢有哪些特性和应用? 3. 聊聊钛合金 4. 铜,黄铜,青铜之间有什么区别?C17200铍铜为什么这么受欢迎? 5. 粗糙度Ra的含义是什么?不同加工方法可达到的粗糙度是多少?如何测量粗糙度? 返回搜狐,查看更多 |
【本文地址】