| 玻璃瓶罐的成型缺陷(十)制品的模缝线 | 您所在的位置:网站首页 › 模坯是什么意思 › 玻璃瓶罐的成型缺陷(十)制品的模缝线 |
玻璃瓶罐的成型缺陷(十)制品的模缝线
|
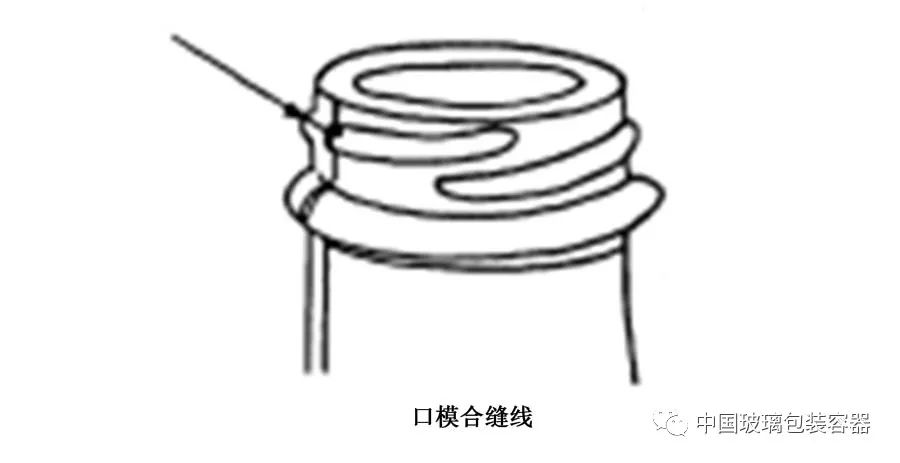
缺陷表现为瓶口模和口套的外结合处的合缝线,也叫瓶口翻边。是玻璃瓶口外缘合缝线处水平、尖锐的玻璃突起。 产生的原因可能是:玻璃料滴温度过高;口套或口模有玻璃或赃物;芯子松动,或芯子缸高度不对;芯子和口套配合不好;倒吹气时间太晚,或倒吹气压力不对;采用真空辅助技术,真空时间不合适。 ② 口模合缝线
这种缺陷表现为瓶口的顶部和侧面有玻璃渗出合缝线形成较大的合缝线或毛刺。 主要是由于口模配合、初模抱钳开关机构的连杆装置等零件磨损、在口模的合缝线或口套上有脏污。 ③ 瓶颈合缝线
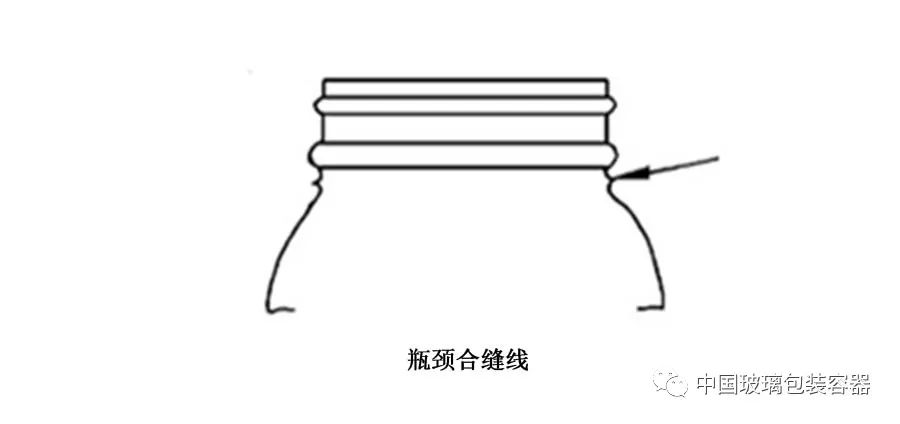
瓶颈合缝线在口模与初型模接合处出现,形成水平、尖锐的玻璃突起。要检查初型模关闭;芯子机构是否太低;初模和口模配合太松;口钳高度不合适,或口钳翻转返回不良。 ④ 初型模及成型模合缝线
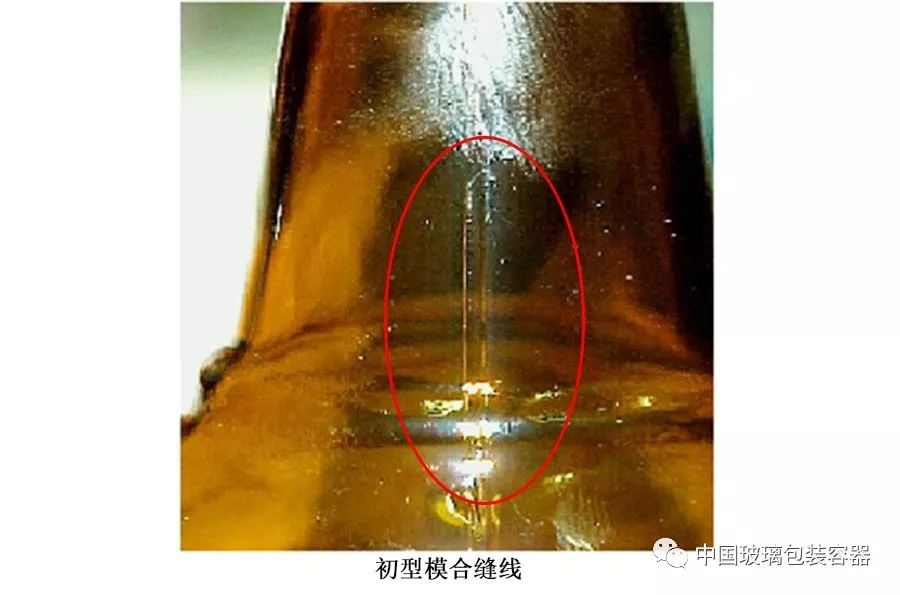
初型模及成型模合缝线是容器上从肩部到底部沿着成型模的合缝线处出现的一条凸起的玻璃线道。初型模合缝线大都稍离开成型模接触处一些而且稍有弯曲。成型模与初型模不同,它的两半闭合时将模底包在里面。成型模缝合线出现在容器的整个长度上沿着容器的垂直方向。 消除合缝线的根本是应该正确调节供料机温度。如果玻璃料的温度过高或黏度很低就很容易吹进或压进接合得不严的模具接缝中。也可能是初型模、成型模闭合的压力不够或初型模、成型模闭合机构、支撑架等磨损所造成。可通过更换机构消除。 ⑤ 瓶底闷头合缝线
将玻璃料倒吹成初型料坯时,闷头盖在初型模上。如果闷头与初型模的接缝没有合好,就会在制品底部出现闷头合缝线。 闷头线出现在容器底部原来闷头与初型模接头的地方,缺陷的产生通常时由于料坯温度太低(倒吹时间太长),重热时间太短,也可能时冲头压力太大(压—吹法),闷头的位置不正确,初型模底的夹具变形,闷头不清洁等原因。消除缺陷的方法可在上述各方面采取措施。还可考虑改变闷头的半径及深度。半径大一些可使坯料底部的含热量大一些,重热时可以起到消除合缝线的效果。上述缺陷产生的原因也可能互相影响。 ⑥ 闷头线偏斜
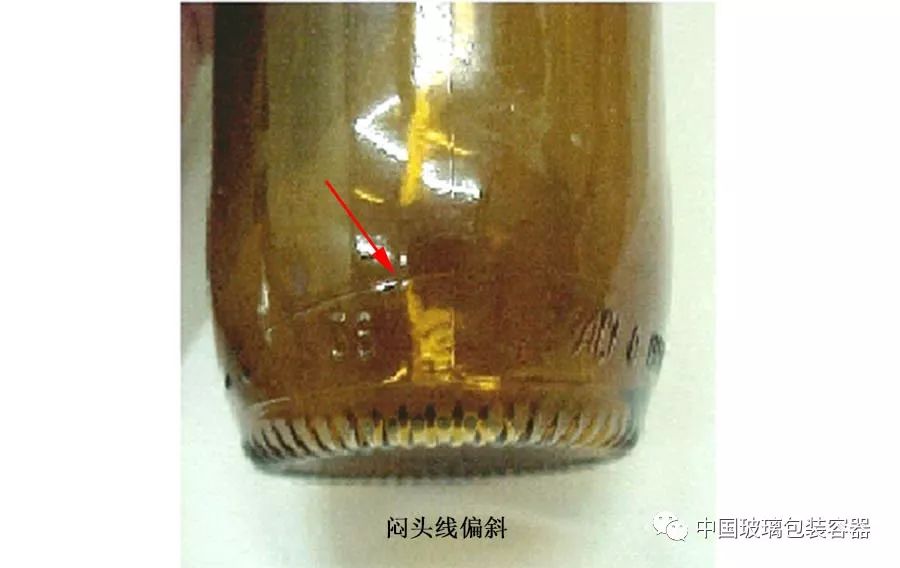
偏斜的闷头线,不是在容器底部的中央,而出现在支承面外的一侧。它还会造成不容易发现的瓶身与瓶底的交界区内器壁太薄的缺陷。 产生原因通常是行列式制瓶机调节上有错误。坯料的转移动作太快或太慢都会使坯料在成型模中位置不正,或在坯料的重热时间过短,料坯在正吹气之前延伸不够。 当然初型模的冷却不均匀也可使料坯歪斜,因为玻璃料在较冷的一面收缩得多些。初型模或闷头的涂料涂刷不够。或初型模太脏也会料坯温度不均匀而使料坯歪斜。返回搜狐,查看更多 |


【本文地址】