| 颠覆认知:实木家具不用胶?拼板到底有啥猫腻?橡木能不能做定制?直纹山纹哪个更好?弦切径切分析! | 您所在的位置:网站首页 › 松木是否可以做家具 › 颠覆认知:实木家具不用胶?拼板到底有啥猫腻?橡木能不能做定制?直纹山纹哪个更好?弦切径切分析! |
颠覆认知:实木家具不用胶?拼板到底有啥猫腻?橡木能不能做定制?直纹山纹哪个更好?弦切径切分析!
|
颠覆认知:实木家具不用胶?拼板到底有啥猫腻?橡木能不能做定制?直纹山纹哪个更好?弦切径切分析!
2021-04-21 21:54:52
74点赞
393收藏
54评论
创作立场声明:我是装修行业从业者,也有自己创建的建材品牌,但我同时也是装修知识的创作和分享者,《装修宝典》实体书2018年面世,各大书店有售。文中观点仅代表个人意见,与所在公司无关。 装修,您会考虑全屋定制家具吗?- - 「定制」概念崛起前,橱柜是橱柜、木门是木门、家具是家具…… 大家各忙各的,只是偶尔会在垭口、阳台柜等少量位置有交集。 - 几年前,定制家具概念突然开始火爆起来。 各路家具和家居企业都借着「定制」撑杆跳,A股一下多了十来家定制公司。 - 前不久,家居行业首富排名新鲜出炉。 原本排名第1第2的居红美车建新和居然汪林朋,在疫情下的2020年财富不增反减,从第一第二滑落到了第7和第6。 而新晋「首富」是去年排名第3的欧派姚良松。其个人财富从去年的40亿美元,暴增到了今年的96亿美元。
▲2021年4月出炉的家居行业富豪榜 - 虽然,名义财富的暴增不见得是业务做得好,也没准是股票涨得比较多(欧派股价从2020年3月底到2021年3月底,翻了2倍多,4月又跌回去不少)…… 但,不容否认的是: 「定制家具」确实发展很快,而且极具潜力! - 目前业内做定制家具的,大都使用的是人造板(以刨花板为主)。 而因为众所周知的原因,每家做定制的企业都在绞尽脑汁「让消费者相信自己用的板子没甲醛」…… - 那,消费者相信人造板可以做到没甲醛吗? 从我接触的业主来看,商家口中的「完全不用担心」,消费者是不信的。 但没得选……只能持着将信将疑的态度试试…… - 那,人造板甲醛难解决,为啥不用实木呢? 我自己之前也一直觉得实木定制会成为趋势…… 直到我更了解实木家具的生产后,才明白: 「实木做定制,难度很大啊!」 - - 实木定制到底难在哪?实木不是也发展挺快吗?都是定制实木有啥不一样?-
- | 实木家具制造难在哪?| 了解生产的3个必要性!- 中国的实木家具行业在最近5年迎来了井喷式发展。 很多原来高不可攀的东西,比如橡木家具、黑胡桃家具,竟然价格也变的亲民起来。 甚至,很多第一次装修房子的年轻人,也能挤出一部分预算,把全屋橡木家具配齐。 - 这个进程来的太快,于是衍生出了很多认知上的巨大「矛盾」。 有人觉得网上买源氏维莎就挺好,价格能接受,样子和质量也可以。 有人觉得小厂价格更实惠,看起来是一样的东西,还能再便宜一截。 有人觉得红美居然的大牌才是真的,其他所有低价都是垃圾,假的。 有人觉得只有自己亲手做的家具才有灵魂,买原料自己做才是首选。 …… ……
▲实木家具频频亮相家居展会 - 要想达成共识,一方面需要时间,另一方面则需要「更多知识」。 这几年,我逼着自己进步,在木材知识领域做了很多开拓性的工作。 - 从基础概念的实木定义、软木硬木、进口实木。 再到具体木材的分析,松木、橡木、黑胡桃等。 - 自夸一点说: 古今中外、理论实践、科普选购…… 都讲得很「透」了。 我看过很多人扒我的文案,也看到很多人在我讲的基础上再延伸。 虽然扒我文案,但全程都不提我让人有点不爽…… 但从实际结果来说,我是能接受的。 让更多人能懂,这本就是我的目的。 - (但有些人拿我写的知识作为自己带货或卖货的基础,这就有点不要脸了,如果大家有看到类似的视频或文章,可以在评论里告诉我) - 木材知识没看过?这里来看: 深度:黑胡桃木家具值得买吗?如何鉴别木材真假?和橡木、樱桃木相比哪个更好?买家具必看的选购知识! 低价实木真相:榉木到底好不好?欧洲山毛榉和国产红榉哪个好?和橡木樱桃木黑胡桃木比,有啥优劣?附5款产品分析! - - 作为世界级的制造工厂…… 你跟我讲实木家具制造的难度? 作为一个普通消费者…… 你让我了解生产工艺又有啥用? - 相信很多人都会有类似的疑惑。 所以,具体讲解工艺之前,咱们先要解决2个「why」! - 1、为啥说实木制造难度大?难在哪?- 相比各种高精尖制造,实木家具的制造难度不值一提。 甚至,与中国博大精深的木匠文化相比,自动半自动做家具也没啥技术含量。 但,如果在家具行业内和人造板做的定制家具或板式家具比,实木做家具还真是复杂得多。 - 当然,用人造板做家具也确实太简单。 搬家或买新家具时,见过板式家具的拼装吗? 这个真的……太简单了! (所以人家可以按「标准品、可复制」来讲故事,才能上市啊) -
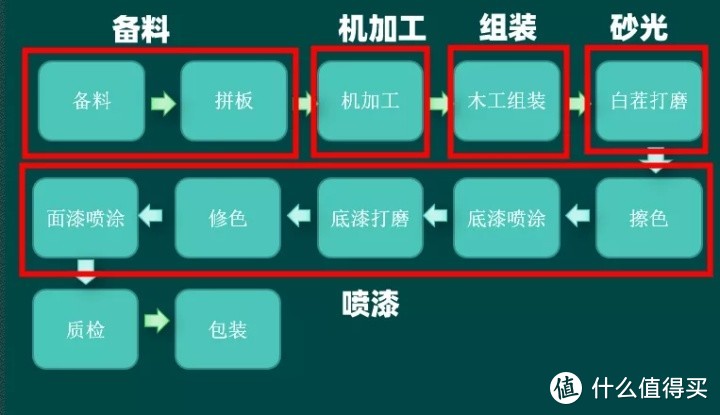
▲一把手电钻,就基本搞定了 - 每个城市,无论大小,周边一定有N家做板式家具的小工厂。 他们可以使用现成的人造板做各种家具,包括橱柜、定制家具等。 但除非在实木家具的制造产业带上,否则做实木家具的就很有限了…… - - 板式家具的生产: 板材原料——裁切——封边——装配孔——预装——出厂 - 实木家具的生产: 锯材原料——备料——机加工——砂光——组装——喷漆——出厂 - - 看起来好像链条差不多…… 但实际上,光是实木家具的备料一条,就几乎和板式家具全链条差不多。 把板式的裁切、封边、装配孔都合到一起,也不过是实木机加工1/n工作量。 光是实木喷漆环节的流水线和环境要求,就能让80%以上的定制家具厂望而退步…… -
▲喷漆中的一个步骤,可以猜猜在干啥 - 刨花板,100多一张,一立方不到20张,也就是2000多而已。 橡木,价格是刨花板的3~4倍以上,生产难度是它至少5~10倍。 最终,板材的双人床,一张卖1000多,橡木的双人床也卖1000多…… (大品牌的板式家具还不止1000多,有很多都是2000多起步) - 现在是不是能明白为啥人家能成首富了? 能上市……本身就代表高毛利甚至暴利! - 现在有答案了: 实木家具制造真的难吗? 同样是家具,相比隔壁暴利的板式家具,难得多! - 2、为啥要了解生产工艺?有啥用?- 说「开卷有益」那有点太空…… 我写的所有知识,基本都会最终落地到选购和使用。 - 具体到了解实木家具的生产过程,我认为有3个好处: - 1)对板材和实木的售价,可以重新评估 - 大家看过我之前拆解橱柜价格的文章吧? 实话实说,1000~1500元/延米(含地柜吊柜台面)做中档橱柜足够,而且还有利润! - 首先…… 对于大品牌(包括那些上市公司)动辄2000~3000元/米,甚至高达5000元/米以上的橱柜,以及那些每投影面积1500~2000元的定制家具,我一直持否定和怀疑态度。 我不是否定他们的品质,也不是怀疑人家的品牌影响力…… 我只是单纯的觉得他们卖那个玩意太贵! (人家上市公司有财报,自己去看看毛利多少)
- 然后…… 对于市面一些实木品牌(源氏木语、维莎原木等等)大板床只要1000左右,一张餐桌也不过1000多,黑胡桃材质也只是略贵的定价,我的认可度就比较高。 我不是对它们品质的100%肯定,或者对品牌表忠心式的支持…… 我认可的,是他们还算合理的售价! (毛利能有那些上市定制公司的一半,我可以表演吃桌子) - 当然,你一定能找到比他们还便宜的小厂产品。 但我个人觉得,这种情况下其实没必要了。 - 换个角度思考一下: 如果欧派橱柜主打款是1200一延米包地柜吊柜台面,搞活动还能再打个折啥的…… 那你还有必要去找1000元/米的小店吗? 当你理解了这个复杂程度,你也就会对「略贵」保持容忍,因为你会理解,这里多花钱并不是为品牌溢价买单,而是一分钱一分货。 当然,反向来讲,你也可以在完全理解了实木的生产后在去「挖掘」真正的高性价比产品,而不是某些环节可能缩水的低质低价产品。 -
▲看工厂,到底都要看啥? - 2)对实木的优点和缺点,有足够心理预期 - 我写实木好多年了,见过各种各样的好评和差评。 但,无论是好评还是差评,很多其实说的都是「外行话」。 - 好评我就不举例了,开心说啥都行。 但有些差评,完全就是「自己吓自己」。 - 比如,有人说实木家具里用多层板冒充实木…… 其实只是对实木的特性和实木的拼板工艺不了解。 - 比如,有人说用红橡替代白橡是故意省钱坑爹…… 其实一方面不了解木材市场,也没见过修色色差。 - 比如,有人说桌面有花纹的少,故意节约材料…… 其实是因为不知道全是花纹可能容易变形开裂。
▲这样算是好看吗? - 还有很多人,其实并不了解实木家具的工艺。 会误认为只要是实木,无论怎么做都没问题。 忘了实木也是要用胶,也是要刷漆的…… - 如果完全随便瞎搞,实木的污染可能比板式更大! 而且,木材本身不处理好,自带的木头味也不一定那么好问。 为啥有些红木叫「酸枝」? 没气味能被叫上一个「酸」字吗?
▲实木刷漆到底有什么必要性? - 了解了实木的生产工艺,你就可以更客观地了解实木家具的优点和缺点。 既不会因为盲目相信实木而选错,也不会因为买了后碰到一些问题而懊悔是不是一时冲动。 - 3)吃透当下实木发展的红利,不要错过 - 有些人从利润的角度出发,觉得低价一定是垃圾…… - 但事实上,很多行业,在爆发期都存在「消费者红利」阶段。 风口突然到来,行业爆发式增长,为了抢占新增市场而不得不打低价牌。 当然,继续维持你的高价赚利润也可以,可一旦规模化实现了量变到质变的突破,行业的定价逻辑和销售逻辑被整体颠覆掉了,还要继续吗?消费者也还要继续无脑捧吗? - 就像疫情之下,开实体店的红美和居然因为船大难掉头,萎缩了。 而很多做产品的品牌,抛开线下的红美居然之后,反而获得了新生。
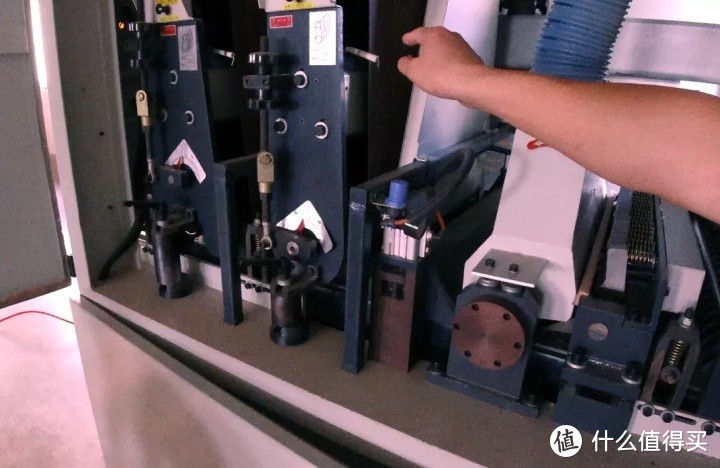
▲有人活的更好,有人却活不下去了 - 作为消费者,你量力而行,买啥都是对的。 但,如果眼下这个行业恰好存在红利,那你是不是可以来试试呢? 比如,如果实木行业也开始玩定制了,价格也不比那些上市定制公司贵多少,要不要搞一下呢? - | 实木的大板是咋做的?| 备料的5个工序!- 从原木变成锯材是很关键的步骤。 这也是之前我在讲实木进口时反复提到的「为啥美国进口木材能打」的原因。 但因为之前已经讲过很多了,所以不是今天的重点。 - 感兴趣木材进口和木材等级?看这里: - 今天要讲的,是从锯材开始的后续步骤。 这其中的第一步,就是「备料」!- 备料包括定厚、定宽、定长、拼板和刨砂五个步骤。 而除了备料之外,还有机加工、组装、砂光、喷漆等一串工艺和工序。 - — 工序1 —初步定厚- 初步定厚是第一步。 虽然锯材已经经过带锯基本确定了4/4或6/4等尺寸(4/4指的就是4/4英寸,也就是1英寸,约2.54厘米厚),无论销售还是采购都是以这个尺寸进行的交易。 但最终能用的厚度,肯定到不了4/4。 - 不用「双面刨」过一遍,颜色和瑕疵都看不出来。 所以,过一遍双面刨来「初步定厚」是一切的起点。
启动机器后,从传送带这边送进去。
之后会从另一边出来。
这个比较简单,一步完事。
过双面刨之前,颜色不太容易看出来。
过双面刨之后,一个偏白(暗),一个偏红(亮),能看出来不同了。
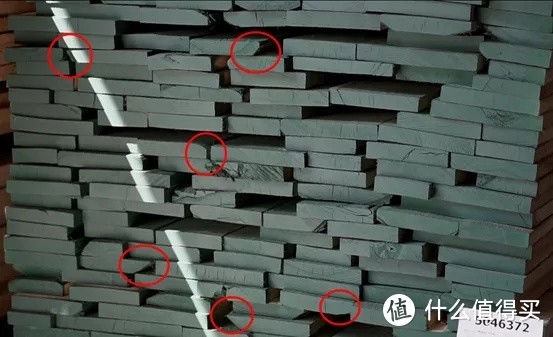
▲为了对比明显,我稍微调了一下色 - 当然,很多瑕疵和缺陷,也会进一步的暴露。 - — 工序2 —初步定宽- 完成初步定厚之后,还需要初步定宽。 - 锯材进来时,只是规定了厚度约为4/4,但却没有规定宽度一定是多少。
▲长度和宽度,都不是定数 - 很多锯材的边缘都不是直的(有很多钝棱和瑕疵),没法直接使用。
▲侧面看,钝棱很明显,毕竟树也不是方形的 - 哪怕是FAS级别,也不过是83%以上的划面(就是大板的表面)可用而已。 还有17%都是各种问题划面,可能无法使用。
▲有瑕疵也一样是FAS级,因为只是局部 - 定宽使用直线锯,塞进去就自动切完了。
如果划面没大的瑕疵,只需要切除不规则边缘即可。
▲红线是切割辅助线,用来确认切割位置的 - 如果划面有瑕疵,那就需要把瑕疵切掉。
切割后,会留下很多细窄的边条。
- 顺带一提: 因为切割距离长,所以定长的过程最费锯片。 切橡木这种比较硬的木材,半天就得换一次锯片。
- — 工序3 —初步定长- 定长,就是确定锯材要使用和能使用的长度。 宽度不够还可以通过拼板来解决,但长度不够就没办法了。 所以,相比定厚和定宽,定长对尺寸的掌控要求更高。 - 具体操作有大概3种方法: - 1、手动切割 - 先量好尺寸,然后手动用锯切割。
速度比较慢,但适合少量做特殊尺寸。 人工全程参与,可以第一时间发现问题。 - 2、划线自动切割 - 适合大批需要筛选的锯材。 由人工标注好切割位置。
▲送你一条小红线 - 机器会自动识别划线位置,并自动完成切割。
- 3、自动按长度切割 - 使用数控自动优选锯,不仅可以按划线切割,也可以自动按长度切割。
设定好后放入锯材。
会在设定好的长度上进行切割。
适合于大批量不需要筛选的锯材集中切割。
- — 工序4 —拼板- 重点来了! - 首先,并不是所有锯材都需要拼板。 比如床帮,要的就是整根不拼的木料,只要宽度和长度够就可以。 但如果要组成比较大的「面」,比如桌面、柜子等,就必须要靠拼板解决问题了。 - 拼板可以分为2个步骤: - 步骤1:筛选-
要拼花纹、拼颜色、拼宽度。
花纹,一般是一条直纹搭配一条山形纹。 有些人可能偏爱山形纹,恨不得能看见的地方都是山形纹…… 但实际上,山形纹是径切的结果,天然存在应力不均的问题,都用山形纹很容易出现变形。 (后面会专门讲各种切法的优劣)
- 宽度也要搭配,保证够用,又要避免浪费。
颜色、尺寸、搭配都没问题后,会画一个小标记。
每一组一层,宽度都相近。
- 步骤2:粘接- 板子和板子要想粘接结实,胶是必须要用的。 (对,没错,所有的实木都会用到胶) - 粘接实木用的胶,是「白乳胶」,也常被叫做「乳白胶」或「木工胶」。 白乳胶的主要成分是聚醋酸乙烯酯,理论上是可以做到无醛粘接的,并不依赖于甲醛进行粘接。 当然,实际上很多劣质白乳胶还是会含有甲醛,原因你懂的,省钱嘛。 - 正在刷的这个,之所以颜色发暗,是为了增加强度并提升生产效率而加了固化剂。
操作粘接的,一般是两人一组,一男一女。 女的力气不够,但耐心足,主要刷胶。 男的力气更大,主要操作上胶后的压合。
刷胶是个需要耐心的活儿。
压合,还是需要有把子力气的。
每次加压粘接,至少持续2小时以上。 这一圈,20来组,轮一圈2小时肯定满足了。
压合粘接取下来,拼板就完成了。
- 问题来了:实木家具为啥还得用胶?- 如果不追求量化生产,做成天价手工品,不用胶也是可以的。 但,绝大多数情况下,无论是从手艺角度还是成本角度,这件事都不可能发生。 - 别说家具厂会用胶,就算你自己当木匠,你也一样会用胶…… 劣质白乳胶确实可能含有甲醛等有害物质,但「真白乳胶」是没问题的。 - 所谓「无醛不成胶」,并不绝对。 尽管人造板里大量使用了脲醛胶和其他含醛胶,但它们都和白乳胶两码事。 白乳胶不需要用甲醛作为原料,当然也不会故意添加大量甲醛。 (感兴趣可以自己搜一下「白乳胶」了解一下,办公其实也会经常用白乳胶) -
▲不加胶,时间久了容易脱榫 - — 工序5 —砂刨- 为了粘接结实,胶的涂布都是过量的。 刚完成拼板的材料,表面会有很多残留的胶。
所以,在拼板之后,还要做一次刨砂。
刨砂和砂光还不一样,以后讲到砂光时大家就知道了。
刨砂,先过一遍刨,再过两遍砂。 两遍砂纸,一遍80目,一遍120目,都是比较粗的。
实操过程比较简单,这边推进去……
另一边拿出来……
搞定! 表面再看不到胶。
- 5个工序讲完……最后一个小问题!- 上面几个环节在实木家具的加工制造中是「确定性」存在的,但并不是每个人都会把它们归纳到一起叫做「备料」。 在有些资料里,备料只包含三定(定厚定宽定长)。 而拼板和刨砂都是其后的独立工序。 这没有一定之规,怎么分都可以。 - 我采纳的「备料包括三定、拼板、刨砂」这种分法,有两个原因: 1)这几个工序一般都是在一起的,同一个车间 2)这种分法大的环节数量会减少,有利于新手理解
▲分成12个步骤……不如分5个好理解吧! - | 拼板到底有啥猫腻?| 2个关于拼板的常见误区!- 关于「用胶问题」,上面已经讲过了。 但还有2个比较常见的误区…… - 误区1:拼板组合不是实木,是多层实木- 拼板,除了侧面粘接拼成1.8~2厘米的更大面积这样横向拼之外…… 还可能会用划面粘接拼成更厚的大板或者柱子。 - 比如这种:
再比如这种:
- 之所以要这样拼,是因为原材料本身(锯材)存在这种限制。 - 很多人觉得更厚的板子一定会更贵,比如5/4一定比4/4贵,而4/4又比3/4贵…… 但实际上,锯材领域,除了4/4这个主流尺寸之外,其他尺寸都贵,甚至3/4都比4/4贵。 - 工业加工,重点不是料多料少,而是是否适合工业化大生产。 任何「用量不足」或「产量不足」的尺寸,都会更贵。
(备注:4/4就是1英寸,3/4就是0.75英寸,指的是锯材的厚度) - 为什么不用更厚的木料?是不是单纯图省钱?- 像源氏木语和维莎原木这种品牌,因为产品售价比较低(无论相比同功能板式家具还是相比线下门店的同材质实木家具),所以常常被认为「之所以便宜,一定是偷工减料」。 这种心理我能理解…… 但从实际操作来说,真的不存在! - 有些人会觉得「厚料」更好…… 其实,源氏这些家具品牌,并不是一味的追求使用「薄料」。 仔细观察就可以发现,其实用料是按需选择,需要就会用更厚的。 - 成本角度来说,用更厚的料没准更省钱。 更厚的原料,单价会更贵,但同时会更省工。 而工可能比料贵得多,省工反而比省料更省钱。 (自己找装修工人会有更多体会,省工才是真省钱)
▲装修旺季,不是你挑工人,而是工人挑活儿 - 之所以不会大规模的使用更厚的材料…… 主要是怕太厚了更容易变形和开裂! - 如果原木(整根的圆木)本身是更好的材料,何必切成一片片的锯材呢? 如果整块的木料才是好东西,中国古代家具为啥都是细长条呢?
这其实也是实木家具的一大特点: 外观、功能、载重、耐用都要一一考虑周全,「平衡」很重要! (是不是有点理解那些张口闭口「木性」的实木大师了?) - 关于定价,我再多说两句:- 的确,有些大牌旗下的橡木和黑胡桃都是天价,是源氏这种品牌价格的几倍…… 但这并不代表他们的品质也是源氏维莎这些品牌的几倍! - 我承认,有些更贵的品质的确会更好一些。 但也不过是从80分提升到85分或90分而已。 并不存在贵几倍就80~90分,而便宜是20~30分…… - 而且,真正能提升到85~90分的,凤毛麟角,十分罕见。 反倒是,大牌用更差的木料,卖几倍的价格,很常见。 (你不信?忘了开篇提的首富是谁了?)
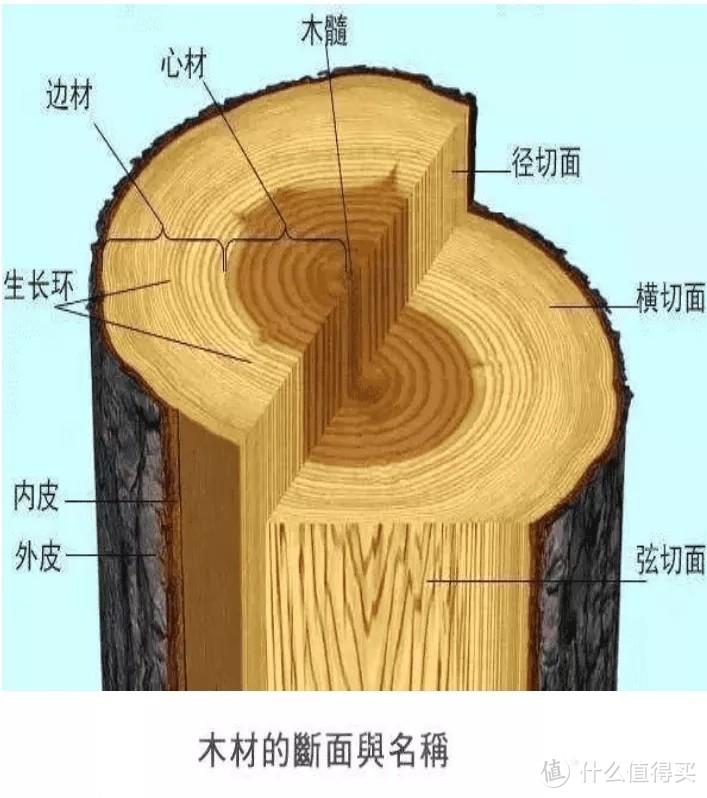
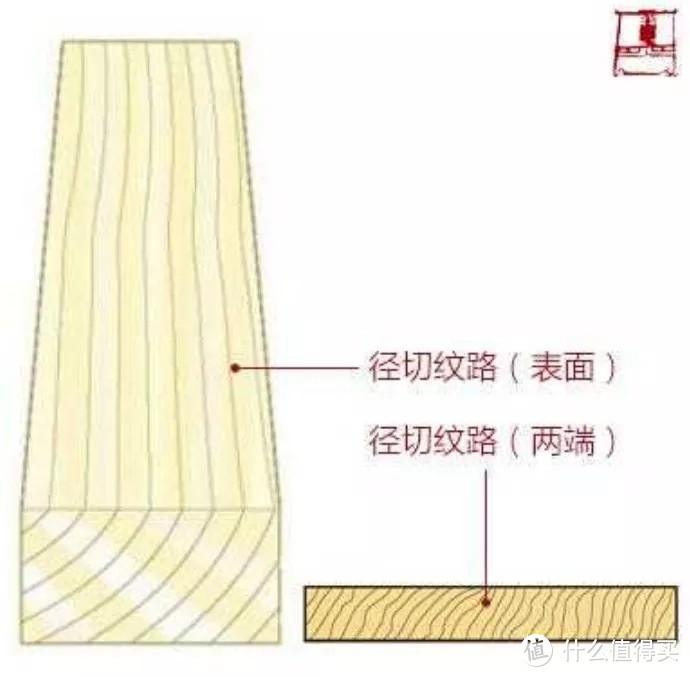
▲来,试着给这个床头柜估个价 (真实售价我会在评论里告诉大家) - 误区2:拼板不全是山纹,故意偷工减料- 先思考一个问题: 中国传统审美里,更喜欢木材的山形纹还是直纹? - 带着这个问题,咱们往下看。 - 一根原木,到底能切出什么样的断面,其实和切法有很大关系。 比如,下面这个图,您可以先好好看看,想想怎么切能「全是山形纹」,怎么切能「全是直纹」……
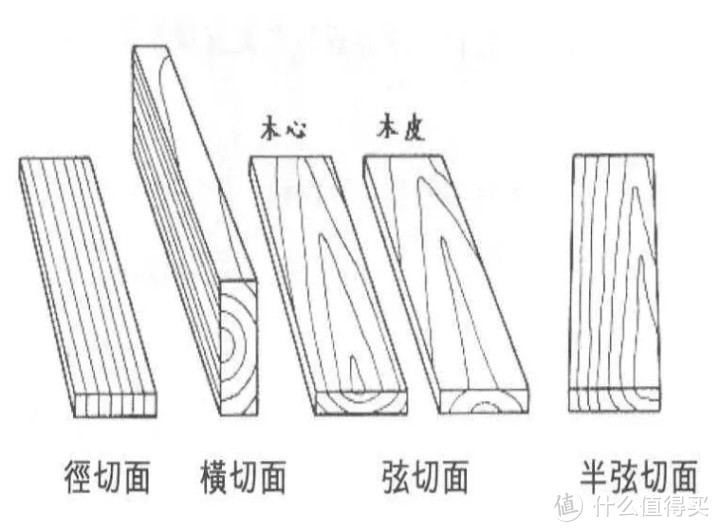
- 切出来全是「直纹」的,被称为「径切」。 而切出来全是「山形纹」的,被称为「弦切」。 是的,到底是直纹还是山形纹,和切法关系很大!
- 如下图,这样切就是弦切……
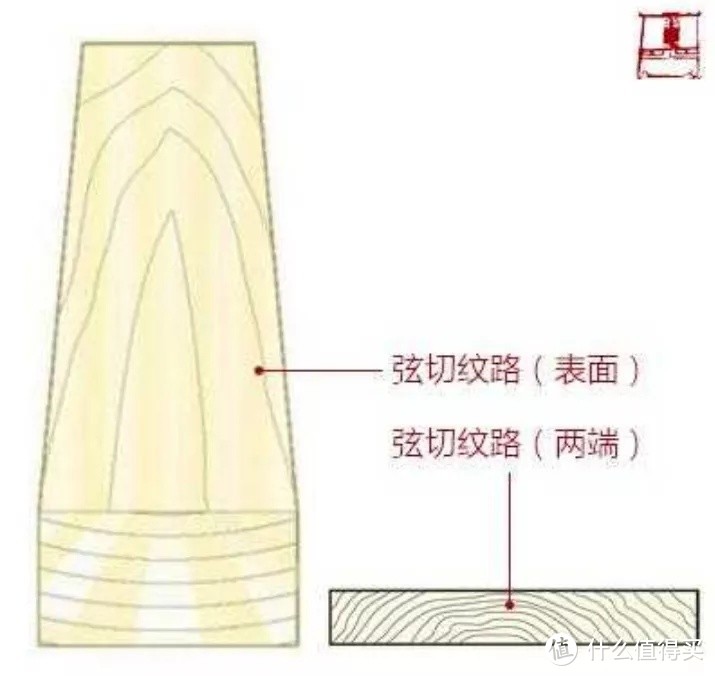
切好之后,端纹是比较完整的年轮。 中间几片宽度比较大,表面以直纹为主。 而靠近两端,宽度开始变窄,表面以山纹为主。
- 那是不是弦切才是更好的切法呢? 其实……可能并不是…… - 弦切山形纹的材料,因为两面密度不一样(靠近木心密度更高),所以收缩膨胀时可能会出现「瓦变」。 变形程度比较大,而且容易导致沿木射线开裂。 - 相比之下,径切其实要更麻烦。 而且,材料的浪费也比弦切更多。
产出的木材,没有山形纹,都是直纹。 端头的纹路也是直纹,不太能看出有弧形的年轮纹。
- 虽然直纹不太受部分人欢迎,但…… 直纹的稳定性要比山形纹好一些,没那么容易大变形,开裂的概率也降低了。 - - 现在明白为什么桌面不全是山形纹了吗? 因为,如果真的全是山形纹,一点直纹也没有,膨胀和收缩时的形变量会更大,轻则开裂变形,重则整个家具都要散架了!- 好了,现在您还觉得山纹最好吗? 还依然觉得没全用山纹是偷工减料吗? (那你觉得中国传统审美里,更喜欢山纹还是直纹呢?猜猜看~) - | 最后- 实木生产的过程……其实挺枯燥无聊的。 这可能也是这类文章比较少的一个原因。 - 我会尽可能讲一些和选购以及使用有关的问题。 边看流程,边把问题带出来,再一起解决掉。 - 后续是机加工、砂光、喷漆等工序。 素材整理比较麻烦,可能要再等一段时间,我尽快! - 此外,关于实木定制: 其实很多品牌都在做这方面的尝试。 我现在也和一些实木品牌合作,帮着他们搜集整理C2F的定制方案。 如果有这方面意向,可以留言告诉我,一起交流~~ ———————————— 这是我200万装修知识中的一篇! 感兴趣请关注我,帮您答疑解惑! 单毅讲装修,陪您把房子变成家! 
|



























































【本文地址】