| 机械识图基础(全了!!!) | 您所在的位置:网站首页 › 机械图纸绘制方法视频 › 机械识图基础(全了!!!) |
机械识图基础(全了!!!)
|
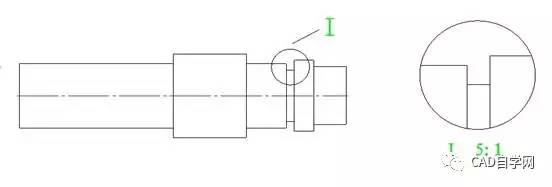
与实物相同:1:1 缩小比例:1:1.5, 1:2, 1:2.5, 1:3, 1:4,…。 放大比例:2:1, 2.5:1, 4:1, 5:1,…。 在应用比例时必须注意一下几类: 1>. 同一机件的各个视图应采用相同的比例,并在标题栏中注明;当某个视图采用不同的比例时,必须在该视图的下方右侧标注比例(有时也在上面标),如
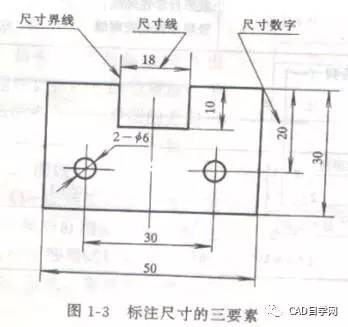
2>.无论图形按何种比例绘制,所注尺寸应表达机件的实际大小,且为机件的最后完工尺寸。 ④ 尺寸标注法:在图样中,零件的大小由尺寸来表示: A. 尺寸组成要素:尺寸界线、尺寸线、尺寸数字
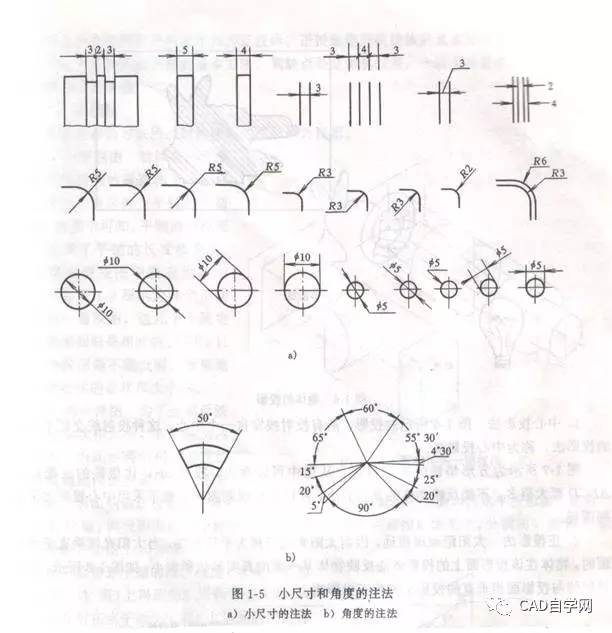
B. 识读尺寸时应注意的几个问题: 1>.机件的真实大小以图样上所注尺寸的数值为依据,与图形的大小及绘图比例的准确性无关。 2>.机械图样中的尺寸,如果是以mm为单位的,不用在数字后标出,如采用其他单位的,则必须注出计算单位的代号。 3>.水平方向的尺寸数字注在尺寸线的上方,字头向上; 垂直方向的尺寸数字注在尺寸线左侧,字头朝左; 角度的尺寸数字一律写成水平方向,一般注在尺寸线的中断处,也可写在旁边。 4>. 圆或大于半圆的圆弧应注明直径尺寸,并在尺寸数字前加注直径符号“φ”,半圆或小于半圆的圆弧注半径尺寸,在尺寸数字前加注半径符号“R”;球或球面的直径和半径的尺寸数字前分别标注符号“Sφ”、"SR”。
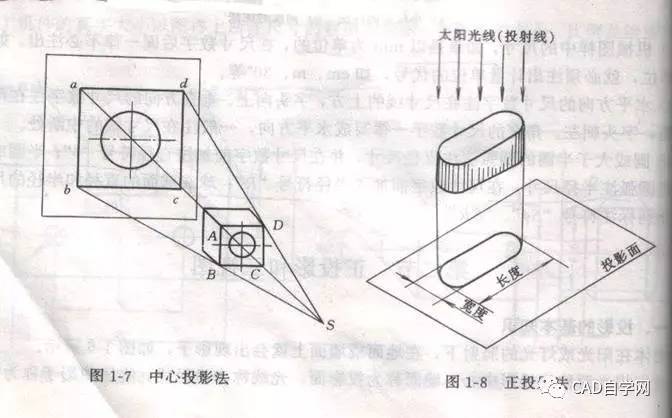
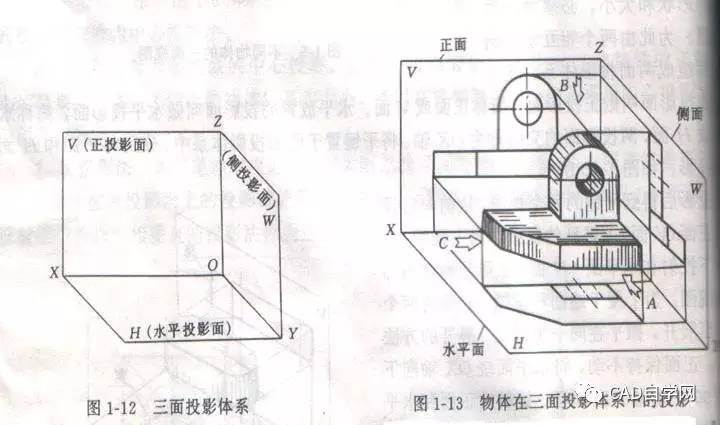
第二节 正与三视图 1. 正投影法:投射线与投影面相垂直的投影法称为正投影法。
用正投影法所绘制的图形称为正投影 视图:用正投影的方法所绘制的物体的图形称为视图。 基本视图共有6个:分别是主视图、俯视图、左视图、右视图、仰视图、后视图。 表达一个零件不需要6个视图同时画出,一般只需要3个视图就能表达清楚,这就是通常所说的三视图。 三面投影体系中三个投影面:正面,水平面和侧面相互垂直并相交。
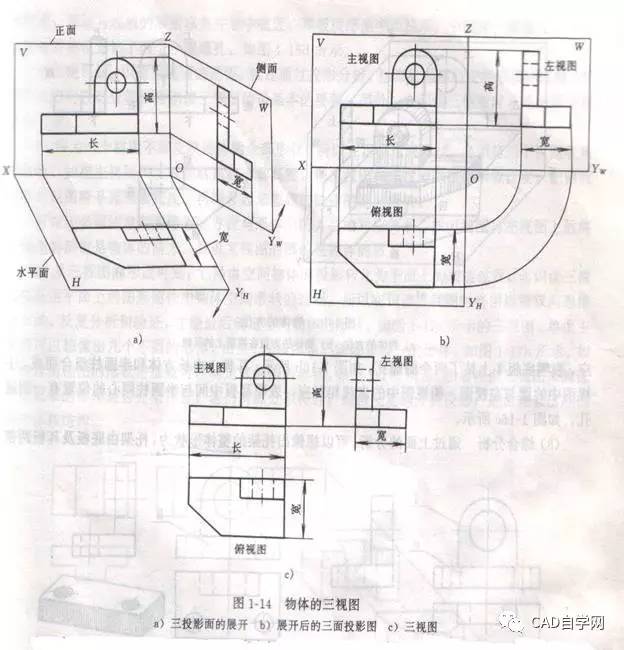
2. 将物体置于三个投影体系中,分别向三个投影面进行投影,投影后将物体从三面投影体系中移出,V面保持不动,将H面向下旋转90°,W面向右旋转90°,使得V,H,W面摊平在同一平面,就得到物体的三面视图,称三视图。
3. 三视图的投影规律 主视图---由前向后垂直于投影面(V面)投影所得的视图 俯视图---由上向下垂直于投影面(H面)投影所得的视图 左视图---由右向左垂直于投影面(W面)投影所得的视图 三视图基本规律:长对正,高平齐,宽相等 所谓“长对正”——指主视图与俯视图长度相等,且两视图必须对正; “高平齐”——指主视图和左视图高度相等,且两视图必须平齐; “宽相等”——指主视图和左视图宽度相等。 第三节 直线和平面的投影特性 每个几何体都可以看成是由点、线、面等几何元素所组成。 一.直线的投影 1.直线对投影面的相对位置有三种情况:垂直、平行、、倾斜 直线投影的三种特性:积聚性、真实性、收缩性 1>.直线垂直于投影面 其投影积聚为一点——积聚性 2>.直线平行于投影面 其投影反应直线实长——真实性 3>.直线倾斜于投影面 其投影小于实长——收缩性 2.根据直线与三个投影面的相对位置不同,可分为投影面垂直线(垂直线)、投影面平行线(平行线)、一般位置线(倾斜线)。 投影面垂直线:垂直于某一投影面的直线 由于三个投影面两两相交,相互垂直,所以投影面垂直线必定平行于另外二个投影面,在其垂直面的投影面上的投影积聚为一点,在另外两个投影面上的投影反应直线实长。 垂直线又分为正垂线、铅垂线、、侧垂线 a 正垂线——垂直于正面(V面)的直线 b 铅垂线——垂直于水平面(H面)的直线 c 侧垂线——垂直于侧面(W面)的直线 投影面平行线:平行于某一投影面而与另外两个投影面倾斜的直线。 其在平行的投影面上的投影反映直线的实长,另外两个投影为缩短的直线段 投影面平行线分为正平线、水平线和侧平线 a 正平线——平行于V面,倾斜于H、W面的直线 b 水平线——平行于H面,倾斜于V、W面的直线 c 侧平线——平行于W面,倾斜于V、H面的直线 一般位置直线:与三个投影面都倾斜的直线称为一般位置直线 第四节 零件图概念 一.零件图的作用和内容 1. 零件图的作用 零件工作图(简称零件图)就是制造和检验零件的依据,它根据零件在机器中的位置和作用,对零件的外形、结构、尺寸、材料和技术要求等方面提出了一定要求。 2. 零件图的内容:标题栏、一组图形、必要尺寸、,技术要求 二.零件图中的技术要求 1. 公差与配合 公差:反映零件的精度要求; 配合:反映零件之间相互结合的松紧关系。 尺寸公差 ① 尺寸——以特定单位表示线性尺寸值的数值; ② 基本尺寸——通过它应用于上、下偏差,并算出极限尺寸的尺寸; ③ 实际尺寸——通过测量获得的尺寸; ④ 极限尺寸——一个孔或轴允许尺寸的两个极端,其中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸; ⑤ 尺寸偏差——尺寸偏差有上偏差、下偏差 最大极限偏差减去其基本尺寸所得的代数差,称上偏差;最小极限偏差减去其基本尺寸所得的代数差称下偏差;上偏差、下偏差统称为极限偏差,偏差可以为正、负或是0; ⑥ 尺寸公差(简称公差):——最大极限尺寸减去最小极限尺寸之差。或上偏差减去下偏差。它是尺寸允许的变动量。尺寸公差永远是正值; ⑦ 零线——在极限与配合图解中,表示基本尺寸的一条直线; ⑧ 标准公差——国家标准规定,对于一定的基本尺寸,其标准公差共有20个公差等级:即IT0,IT0,IT1~IT18,IT表示标准公差,阿拉伯数字表示公差等级,由IT02到IT18等级依次降低; ⑨ 基本偏差——用以确定公差带相对于零件位置的那个极限偏差,它可以说上偏差或下偏差,一般为靠近零件的那个偏差;图标规定孔和轴各有28个基本偏差,基本偏差代号:用拉丁字母表示,孔用大写,轴用小写 配合——基本尺寸相同的,相互结合的孔和轴公差带之间的关系 配合分为间隙配合、过盈配合、过渡三种。 a.间隙配合:含有间隙的配合(包括最小间隙为0) 孔的公差带在轴的公差带之上 b.过盈配合:含有过盈的配合(包括最小过盈为0) 孔的公差带在轴的公差带之下 c.过渡配合:是一种可能含有间隙后者过盈的配合 孔的公差带和轴的公差带部分重叠 基准制:分为基孔制和基轴制 ① 基孔制:基本偏差为一定的孔的公差带,与不同基本偏差轴的公差带形成各种配合的一种制度 基孔制的孔位基准孔,基本偏差代号为H ② 基轴制:基本偏差为一定的轴的公差带,与不同基本偏差孔的公差带形成各种配合的一种制度 基轴制的轴为基准轴,基本偏差代号为h 公差与配合的标注 ① 零件图中标注尺寸公差有三种形式: a. 标注公差代号 b. 标注极限偏差 c. 同时标注公差代号和极限偏差 ② 装配图中一般标注线性尺寸的配合代号或分别标出孔和轴的极限偏差值 a. 在装配图中标注线性尺寸的配合代号时,可在尺寸线的上面用分数的形式标出,分子为孔的公差带代号,分母为轴的公差带代号。
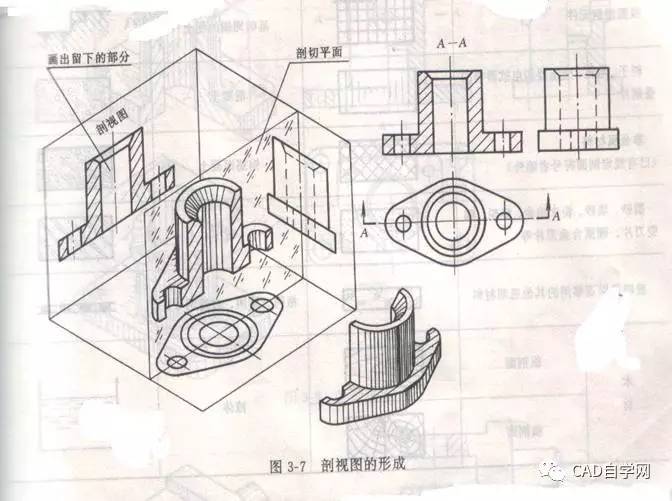
b. 在装配图中标出相配合零件的极限偏差时,一般将孔的基本尺寸和极限偏差注在尺寸线的上方,轴的基本尺寸和极限偏差注写在尺寸线的下方,也允许基本尺寸只写一次。 2. 表面粗糙度 ① 表面粗糙度是指零件加工表面上只有较小间距和峰谷所组成的微观几何形状特性 国标中规定三个评定表面粗糙度的主要参数:Ra,Rz,Ry Ra——轮廓算数平均偏差 Rz——微观不平度十点高度 Ry——轮廓最大高度 一般我们常说的表面粗糙度是指Ra. ② 表面粗糙度符号 ③ 表面粗糙度在图样上的标注 a. 表面粗糙度应注在图样的轮廓线、尺寸界线或其延长线上,必要时可注在指引线上,符号的尖端必须从材料外指向该表面; b. 在同一图样上,每一表面一般只标注一次代号或符号; c. 当零件的所有表面只有相同的表面粗糙度时,可在图样右上角统一标注; d. 当零件的大部分表面只有相同的粗糙度要求时,可以将使用最多的一种符号或代号统一注在图样的右上角,并加注“其余”两字; e. 在同一表面上如要求不同的粗糙度时,应用细实线画出两个不同要求部分的分界线; f. 中心孔的表面、键槽工作面、倒角、圆角的表面粗糙度可以简化标注。 第五节 剖视图 有时候,为了表示清楚零件的内部结构,光三视图还不够,还要求对零件进行剖切,画剖视图。 1、剖视图----假想用剖切平面在零件的适当部位剖开机件,将处在观察者和剖切面之间的部分移去,而将留下部分向投影面进行投影所得的图形。
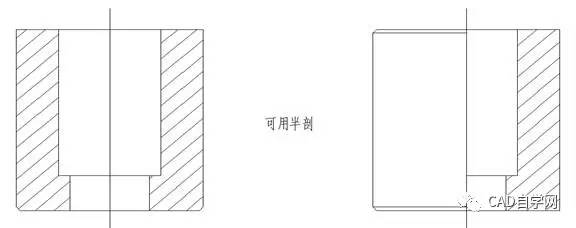
2、剖视图种类:全剖视图、半剖视图(针对对称零件)、局部视图。 a.全剖视图:用剖切平面完全地剖开机件所得的剖视图。 b.半剖视图:当机件具有对称平面时,在垂直于对称平面的投影面上所得到的视图,可以对称中心线为界,一半画成剖视,另一半画成视图,这样组合成的视图称为半剖视图。 例子:
c局部剖视图:用剖切平面局部地剖开机件所得到的剖视图。局部剖视图一般用波浪线作为分界线。 3、剖面符号 金属的剖面符号为: 玻璃的剖面符号为: 钢筋混凝土的剖面符号为: 混凝土的剖面符号为: 第六节 看图的基本步骤 看标题栏、分析图形、分析尺寸、看技术要求。 1.看标题栏:通过标题栏,可以知道零件的名称,材料名称、厚度,是哪个工程,哪个装饰公司。 2.分析图形:先看主视图,在联系其他视图,通过对图形的分析,想象出零件的结构形状。 3.分析尺寸:对零件的结构了解清楚后,在分析零件的尺寸,先确定零件各部分结构形状的大小尺寸,在确定各部分结构间的位置尺寸,最后分析零件的总体尺寸。 4.看技术要求:从技术要求可以看出尺寸的公差、铝板的颜色,加强筋安装间距,铝板的编号等。 END CAD百科全书,无价之宝!(点击图片查看) CAD人:CAD君,如何加入“CAD自学网”? CAD君:兄弟,猛戳阅读原文一键关注,与10万CAD人一起交流学习!返回搜狐,查看更多 |
【本文地址】
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |