| 压铆螺母的安装方法,使用方法 | 您所在的位置:网站首页 › 悬点焊是怎么操作 › 压铆螺母的安装方法,使用方法 |
压铆螺母的安装方法,使用方法
|
压铆螺母是怎样安装的——聊一聊压铆螺母的安装方法
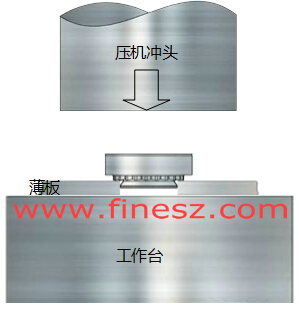
在谈及压铆螺母的安装使用方式之前,先参考一些基础知识: 压铆螺母的规格尺寸、材质、安装力、扭力、推力等 在大致了解这些关于压铆螺母的规格及安装测试参数之后,我们才有一个标准与对照。 好了,如果你看完了上面的链接,我们来聊一聊压铆螺母的安装方式,首先参考以下两个视频: 1,动画视频安装示例: 2,实物安装示例视频: 以上两段视频显示出,压铆螺母的安装很简单,我们将它拆分并讲解: 4个步骤 第一步:将压铆螺母置于一个下模工装内,工装刚好容下一颗螺母。本页的最下面有下模工装的设计方法:
上面的工装的孔的深度与压铆螺母的外圆高度持平,所谓压铆螺母的外圆高度,就是指它的T值,这里有关于压铆螺母的相关尺寸规格标准以及美制规格压铆螺母的规格尺寸,T值在里面找就行了。 这种工装制作起来并不复杂,就是在平整的金属块上铣个平底孔,我知道你嫌麻烦想省去这个动作,希望以更简约的方式来作业,就像这样:
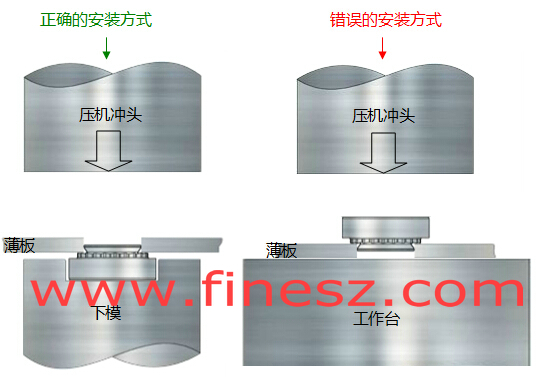
看上去省去了做工装治具的步骤,但是我劝你不要这样做,因为如果你这样做的话,你会杯具的发现,压完后螺母周围的薄板有轻微的变形甚至……是的,会翘起来 为了描述清楚,我们将这两种方案以图例的方式作对比,什么是正确的安装方式,什么是错误的安装方式,如图:
看完这个图,我估计你明白其中的要点了。也许你开始着手电火花一个凹型的底孔,但是别急着做,搞不好就白做了,因为这种方案不一定是最合适的,后面会接着说为什么。 像上面这种凹型的工装治具,我们姑且定义它为“凹型工装”,因为下面要说“凸型工装” 第二步:将薄板的孔对准压铆螺母并置于上面,如图:
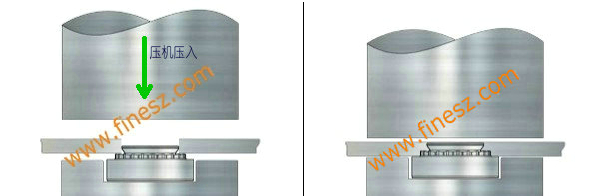
这里涉及的板孔与螺母的配合,压铆螺母的规格这个链接中有相关参数的表格,一般来说板孔径要比螺母的C值略大一点,具体大多少,还是看表格吧。 第三步: 就是压机压入,如图:
相关的安装力前面有提过,就在这里找:压铆螺母的安装力、推出力及扭出力、及扭力标准。 另外,这里说的的压机指的是压铆机而不是冲床,压铆机是一种专业用于安装压铆紧固的设备,原理类似于液压冲床,这种设备是可以设置和调节安装压力的,当然具体你可以网上查下压铆机的生产厂家,为了避免广告嫌疑,就不介绍哪个厂家做这种设备了。 对了,压铆机大约长的是这样子。 也许你想问直接用冲床来压是否可行? 我知道,此刻正在看这篇博客的你,公司一定有很多冲床,但是很遗憾的说,用冲床是不行的,建议你还是放弃这个想法,一台压铆机便宜的也就一两万,实在是因为在打样阶段不想买压铆机的话,可以向压铆机厂商协商一下,要他们帮你试压几个,等有了订单再添设备不迟。 总之,冲床是不行的。 第四步:大功告成:
OK,中场休息一下,来欣赏一张压铆螺母的图片:
这是一张从大到小排列的压铆螺母的特写,是不是很有情怀? 可是作者并未善罢干休,丧心病狂的他竟然换了个姿势从小到大到又拍了一张,见本页的最下面,看完这张图我们接下来谈谈几点说明。 几点说明1,凸型工装 前面提及过,工装做成凹型以利于将压铆螺母定位,纵观上面的安装流程,工人在操作这几个工序的时候似乎很流畅,但这只是一种理想状况,适用于小而简单的钣金铆压。如果薄板面积较大或需要在一块板上安装多个螺母,凹型工装显然是存在很多问题,如不方便定位,不方便对孔,薄板容易划伤等。这时可以采用凸型工装,或叫顶针型工装,如下图:

整个过程是这样的: 也许你想问,这时候的的薄板怎么定位呢? 答案简单又低调:用手拿着;如果钣金面积较大则两个人抬着。 当然,也许你有更好的方案,必竟我们只是一家做紧固件而不是做钣金件的厂家,这些方案更多的只是一种建议或方向指引。 2,其它压铆件的安装以上只是列举出了压铆螺母的安装方法,其它压铆件,如压铆螺钉,螺母柱,甚至弹簧螺钉,该如何安装, 我想其原理都是一样的,只是在细节上会有一些差别,我们对应的页面上都有一些视频动画,如压铆螺钉的安装动画,压铆螺柱的安装动画 等等,可以自行参考来设计。 3,如果你一定要用冲床来压怎么办?前面再三提过,不能用冲床,但是如果一定要用冲床来压,那是你的勇气和自由,不过还是善意的提醒一下: 一是:注意安全,别让工件弹出来伤到人。如果不是亲眼目睹螺母弹出来直接击穿工友的胸膛我不会在这苦口婆心地再三提醒。 二是:装上去后肯定是不牢固的,扭出力和推出力能否达到标准就看运气了 三是:板上会有压痕,很难看,先打磨一下再交样吧 4,我们公司是否能供试样安装?很抱歉,我们只是一家做紧固件的公司,正所谓术业有专攻,我们只做螺母而不能提供试装服务,换句话说,你到我们网站上其它页面看看,我们做的产品不光有压铆螺母,还有松不脱螺钉,车削件,甚至塑料用嵌入铜螺母等等,我们总不能每种产品都提供试装服务吧,所以,如同上面有提及过:压铆机的厂家可能会提供这方面的服务,如果你目前还不想买压铆机,可以问下压铆机厂商是否能试装。
当然,我们可以免费提供并邮寄螺母。
5,最后,这就是上面提及的从小到大排列的压铆螺母图片,致以结束本页:
2018更新: 鉴于一些用户的咨询及反馈,特将几点注意事项补充如下: 1,压铆螺母从薄板的哪个面压进去的?——毫无疑问是板的背面(也叫断开面),我们将一张冲好安装孔的薄板参考如下:
图上可看出,薄板正面(即冲压面)的开孔圆周或多或少会有一些向下的凹陷,如果将它看成图纸的话,箭头所指的地方就是一个R角了,这个R角是由于冲压工艺原因带来的不必要的副产品,虽说好的设备和模具会改善它的变形程度,但想要达到百分百完全的平整还不太现实。 形成鲜明对比的是它的背面(断开面)效果:工整而锋利的开孔。 工整的开孔与压铆母形成紧密的铆接,而像图中冲压面那样的开孔,在压铆螺母安装过程中会有“让料”、填充不满的风险。这一观点同意适用于其它类型的压铆件。 所以,压铆面为背面(断开面)。另,激光切割忽略此问题。 2,(304)不锈钢板适合于用(304)不锈钢压铆螺母安装吗?——不行。 因为它们硬度是相近的。即使压进去了也只是表面现像,易脱落滴…… 原则上,螺母硬度要高于薄板。304薄板建议采用不锈铁材质的SP压铆螺母(S型碳钢压铆螺母也能压但防锈性观与外观不匹配故不推荐)。 不考虑防锈性能与美观的情况下螺母类型与薄板材质匹配关系如下: 螺母类型 螺母的材质 冷轧镀锌板 不锈钢板 铜板 铝板 S 碳钢10B21 CLS
不锈钢SUS304
CLS
不锈钢SUS304

 SP
不锈铁SUS410
SP
不锈铁SUS410
( 再次更新 2018年再次更新(还有完没完哦……) 有人看到上面提及的“不锈钢304板采用410不锈铁材质SP类的压铆螺母安装”,那么问题又来了: 我的板材明明是304的,非得装上这破410的螺母
——这个……怎么说呢? 李宗盛有句歌词是这样的:“我没有刻意隐藏,也无意让你感伤……”, 意思是说:“如果我说实话,你会不高兴的……” 你看,大师就是不一样,同一个意思,说的这么文艺。 实际情况就是:至少在目前,还真没有太好的解决方案。 继续借用李宗盛的词: 对此,我并无更高明的解释, 只是觉得…… 人,再有本事也难抵抗命(材!)运(料!)的不仁慈, 这道理再简单不过,接不接受是另外一回事…… 没错,SUS304不锈钢或SUS303不锈钢是不能通过热处理提高它的硬度的!但SUS410不锈铁却可以!看来不锈铁也是可以逆袭一把的。 其实,SP不锈铁螺母的防锈性能也不是那么弱不禁风,我公司的SP类压铆螺母热处理后都经过钝化+封闭处理,5%中性盐雾测试>=72小时,不是严酷的应用环境也足够了。 SP压铆螺母其外表颜色经过真空淬火后本身会有点发白,但是经过钝化+清洗+封闭后,表面颜色重新回归到不锈钢的银亮色,肉眼不能分辨出它与304的CLS螺母不同,俗话说无图无真相,我们将SP类压铆螺母与CLS压铆螺母的对比如下,如果不提醒这是SP-M6-1与CLS-M6-1的对比,你会认为它们有什么不同吗:
当然,如果想分辨出来不同其实很简单,办法是这样的:
是的,它被磁铁吸起来了。SP类压铆螺母是有磁性的,它的磁性与我们日常生活中的铁的磁性没有太大区别,而CLS类不锈钢压铆螺母是没有磁性的(严格的是说磁性很弱的,普通磁性吸不起来)。 (上面图片中那个小的圆饼状物体是磁铁。) 如果你对应用环境防锈要求较高,可以考虑采用SUS316来生产,316的压铆螺母硬度略高于SUS304,但是我们没现货,生产难度也大,如果量不大我们也无力开发。 值得一提的是SUS316之硬度也仅是略高于SUS304的压铆螺母,其实也并不适合于压在SUS304的薄板上的。。。。。你看,感伤吧。。。。更感伤的是,如果你看见我公司压铆螺母的价格会发现: 其实,SP类不锈铁压铆螺母价格并不一定比CLS不锈钢价格低,甚至…… 有的规格还高那么一点点的……哎呀别拉我,让我哭会先 涨铆螺母长的是这样子的:
涨铆螺母巧妙的避开了与板孔的挤压变形,而是通过涨开螺母的翻边卡住板孔。有关涨铆螺母的资讯请参考: 涨铆螺母
附件: 附件:下模工装的制作尺寸
前面提及下模的制作方法,见下,另,因篇幅关系,在此仅介绍“凹型工装”的制方法,“凸型工装”比较简单,略过
最后以本图结束本页:
|




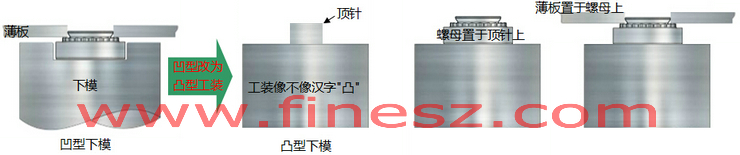 如上图,跟据不同规格的螺母对应的内径,来制作相对应的顶针型,顶针的直径略小于内螺纹的最小孔径,每次放一颗螺母置于顶针上定好位,薄板孔对准压铆螺母,然后,“duang”的一下,压入:
如上图,跟据不同规格的螺母对应的内径,来制作相对应的顶针型,顶针的直径略小于内螺纹的最小孔径,每次放一颗螺母置于顶针上定好位,薄板孔对准压铆螺母,然后,“duang”的一下,压入:

 SP铆于不锈钢板效果图:
SP铆于不锈钢板效果图:
 而CLS铆于铝板的效果是这样的:
而CLS铆于铝板的效果是这样的:


 ……哭完了我将告诉你一个还算是不错的解决方案:
……哭完了我将告诉你一个还算是不错的解决方案: 涨铆螺母的的使用方法请参考下面的视频动画:
涨铆螺母的的使用方法请参考下面的视频动画: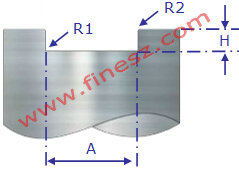 材质建议:SKD11
材质建议:SKD11
【本文地址】