| DIY Mini CNC计划与说明 | 您所在的位置:网站首页 › 小型cnc雕刻机 › DIY Mini CNC计划与说明 |
DIY Mini CNC计划与说明
|
DIY Mini CNC计划与说明
首先解释一下CNCGrbl官方源码下载地址:https://github.com/simen/grbl主要原理论述A4988芯片简介步进电机计算一个脉冲的运动距离**by CN_PEAK_HAO & MH8888**
作者 CN_PEAK_HAO & MH8888
CNC(Computerized Numerical Conltrol)英文缩写,直译为 计算机数字控制 利用计算机上位机为基础进行数字输入输出控制驱动底层设备。 计算机以成为人类必不可少赖以生存的必备工具,数字控制已发展多年,但高端技术被蒙蔽在世界级公司,其学习以及了解渠道甚少。CNC具有代表的加工中心 雕刻机,以及其他数控设备比比皆是,但其硬件核心换汤不换药,如FANCU等主要是其价值为系统较为完善和成熟。从国外Grbl得出现,使得廉价CNC应运而生。GRBl系统唯一引人注目的是系统为开源系统,可以运行在单片机上,他的运作几乎榨干了AVR328芯片的所有性能。 2009 年,Simen Svale Skogsrud 受惠于开源社区的贡献编写并向所有人发布了 Grbl 的早期版本(灵感来自于 Mike Ellery 的 Arduino G 代码解释器)。2011 年以来,Grbl 在 Sungeun K. Jeon 博士务实的领导下作为一个社区驱动的开源项目在推进。 Grbl是一款针对Arduino/AVR328芯片的嵌入式G代码编译和运动控制器。 Grbl no-compromise,性能高,成本低,基于并口运动控制,控制器由C编写并优化,利用了AVR 芯片的每一个灵巧特性来实现精确时序和异步控制。它可以保持超过30kHz的稳定、无偏差的控制脉冲 它接受标准的G代码而且通过了数个CAM工具的输出测试。弧形、圆形和螺旋的运动都可以像其他一些基本G代码命令一样完美支持。虽然Grbl有很多优点,但是它的生日比较晚。其他控制系统如Mach3等较为完善,最多控制6轴.能5轴联动带线形插补功能.能实现复杂零件高精度加工,最高控制精度为0.0001MM,但是依赖于Windows XP 以及2000其源码并不开源。 Grbl官方源码下载地址:https://github.com/simen/grbl此次DIY 制作主要有几个目的: 1.主控为单片机,探究和比较,新潮主流的单片机相对于老式51等单片机的差异。 2.上位机使用Grbl系统,为国外开发,其源码开源。可供学习和研究。 3.目前国内推广智能制造,智能机器人机械手等先进技术要及时了解学习与此次DIY息息相关。 4.DIY自制可以提升一下自己综合能力。 5.小作品留作纪念。 实现功能: CNC雕刻机,可扩展更换热熔头使其具备3D打印功能,可更换激光头具备镭射刻印功能。 主要原理单片机烧录Grbl系统,通过上位机PC端COM(ARDUINO USB)口与单片机进行通讯,使PC端数控代码各轴移动量传输单片机,单片机收到指令后进行运算处理通过数字输出端口输出脉冲信号,脉冲信号接收端为驱动芯片(A4988)做放大处理后直接驱动步进电机。 论述初始计划做三轴CNC DIY整个过程须计划进行,有条不紊的执行,最开始先计划绘制三维模型。在绘制模型过程中由于出于成本考虑主要配件参照现有标准进行制作,某宝浏览查看各种零件尺寸(轴承、联轴器等)然后绘制,内部结构,最后定下大体框架。绘制软件任何一款都行,我使用的UG(NX 11.0)。
grbl其实就是一个嵌入式软件它能解析主流数控软件产生的数控代码,它可以运行在atmega168,atmega328p等型号的单片机上。
驱动板选用A4988芯片 其实驱动板选择有很多,我在查阅资料过程中结合某宝觉得A4988芯片参数挺合适我需要三片XYZ各一片成本比较低廉两块钱一个. A4988芯片简介A4988 是一款完全的微步电动机驱动器,带有内置转换器,易于操作。该产品可在全、半、1/4、1/8 及 1/16 步进模式时操作双极步进电动机,输出驱动性能可达 35 V 及 ±1 A A4988包括一个固定关断时间电流稳压器,该稳压器可在慢或混合衰减模式下工作。 转换器是 A4988 易于实施的关键。只要在“步进”输入中输入一个脉冲,即可驱动电动机产生微步。无须进行相位顺序表、高频率控制行或复杂的界面编程。 A4988界面非常适合复杂的微处理器不可用或过载的应用。在微步运行时,A4988 内的斩波控制可自动选择电流衰减模式(慢或混合)。
A4988的详细资料(英文的),大家可以去百度网盘下载,http://pan.baidu.com/s/1miqHDTu。 主轴电机选用775电机 了解一下775电机在某鱼二手淘到的,理论上能旋转的都可以做电机。 万宝至马步奇的 RS-775WC 9013 可以看到参数 在理论参数下 6-18V之间可以调整电机转速。 在18V左右可以达到21000r/min 空载电流2.8A 但是在收到电机和电源时候 出现点小插曲电机的额定空载电流 低于3A. 电源电流不够主要原因775直流电机启动电流瞬间会在10A左右 电源保护模块会认为过流保护。 所以暂时考虑三种解决方案调速器缓慢调速过保护,或者使用服务器电源大电流,或者采用传统交流变压器做桥式整流滤波。
步进电机是将电脉冲信号转变为角位移或线位移的开环控制电机,是现代数字程序控制系统中的主要执行元件,应用极为广泛。在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度,称为“步距角”,它的旋转是以固定的角度一步一步运行的。可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。 采用42步进 1.8°步距角 1.8°即为一个脉冲信号转子转动1.8° 。 360/1.8=200 转一圈需要200步即为200个脉冲信号。这是在没有进行细分的情况下。如果步进驱动模块有细分假如细分则需要乘上细分的倍数。 假如使用A4988驱动模块 其细分 分别是全步进(无细分),1/2步进,1/4步进,1/8步进,1/16步进模式。步进电机走一步是1.8度,一圈就是200步。例如使用1/16步进,也就是16细分,则需要走3200步才等于一圈。 计算一个脉冲的运动距离 1.确定步进电机的步距角,1.8度,则一个圆周360/1.8=200,也就是说电机旋转一周需要200个脉冲。 2.确定电机驱动器细分倍数,如4细分 2004=800,等于说800个脉冲电机才旋转一周。 3.确定电机轴一周的长度或者说导程:如果是丝杠,螺距螺纹头数=导程,如果是齿轮齿条传动,分度圆直径(m*z)即为导程,导程/脉冲个数=一个脉冲的线位移。 这样就就很容易计算出来一个脉冲移动的距离 假如我使用 4细分 2导程的丝杆 ,那么2/(360/1.8)*4=0.0025mm板材部分正常情况下需要自己加工,但是手头什么都没有,住宿舍甚至除了手头有钱 别的连个手电钻也没有。(钱也没有多少… ) 其他配件如下图所示: 2020/6/14 在使用 A4988驱动器时出现丢步现象,后来更换成TB6600 在某宝购买如下
已经更换的驱动板 大大的散热器体积比A4988大了非常多
未完待续 by CN_PEAK_HAO & MH8888 |
 先上一张渲染图 以下内容仅为个人见解,如有错误请谅解。
先上一张渲染图 以下内容仅为个人见解,如有错误请谅解。 控制方面有两种方案, 一个是HACR3,功能完善强大支持5轴,但是其源码不开源且很久没有更新,以至于 64位Windows系统 无法正常运行,比较不方便。 另一个是AVRatmega328单片机+Grbl,其重要一点是Grbl运行在单片机上。开源是最好的选择,源码任何人都可以修改添加,同样拿到源码自己编译HEX进行烧录。当然我选择了第二种方案。单片机+Grbl
控制方面有两种方案, 一个是HACR3,功能完善强大支持5轴,但是其源码不开源且很久没有更新,以至于 64位Windows系统 无法正常运行,比较不方便。 另一个是AVRatmega328单片机+Grbl,其重要一点是Grbl运行在单片机上。开源是最好的选择,源码任何人都可以修改添加,同样拿到源码自己编译HEX进行烧录。当然我选择了第二种方案。单片机+Grbl 某淘购买的 国产正版ARDUINO 开发板 atmega328p芯片
某淘购买的 国产正版ARDUINO 开发板 atmega328p芯片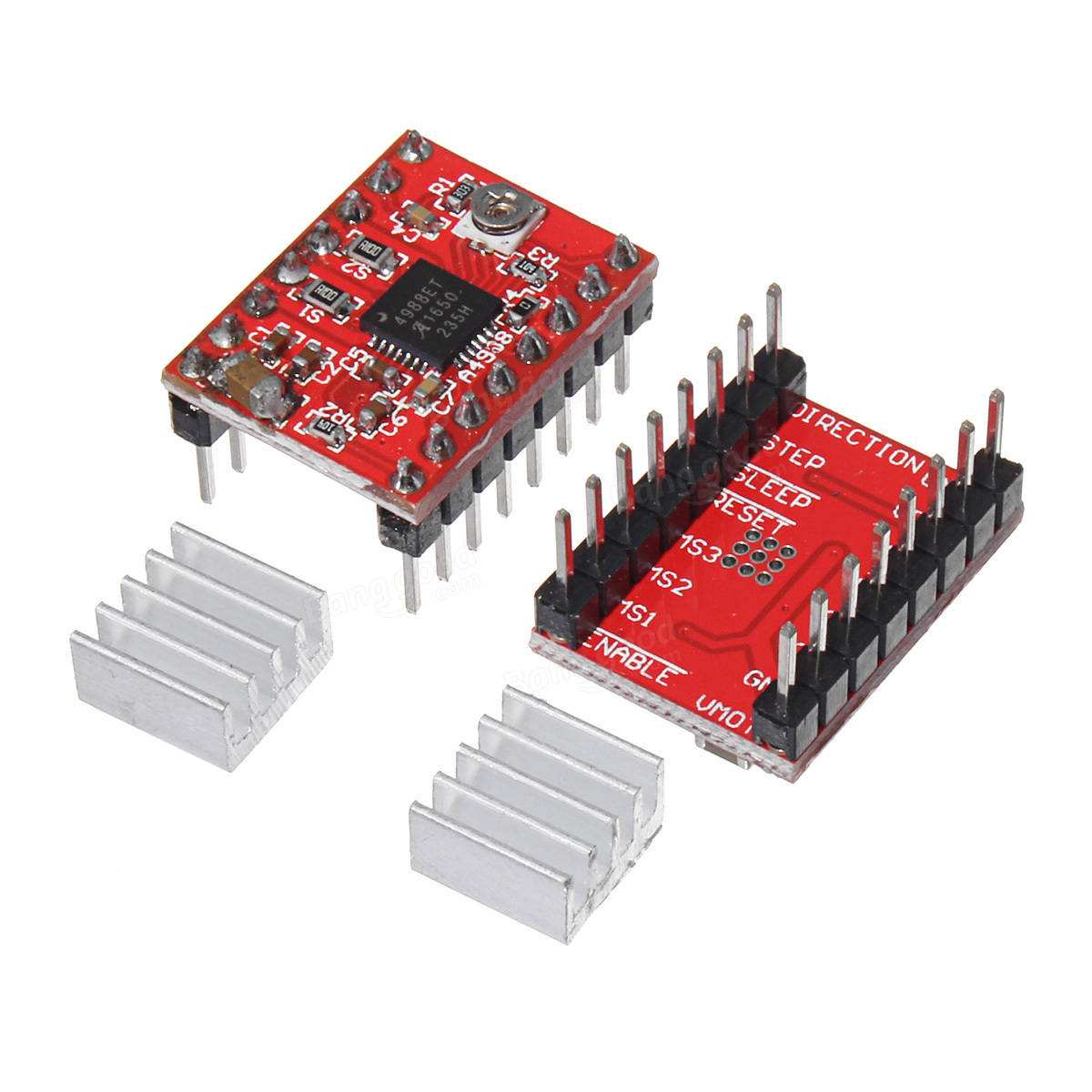
 其中
其中
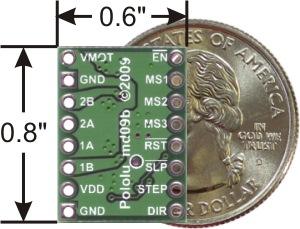
 控制板上电位器可以设置驱动电流 国外版PCB板是蓝色的,红色多数为国内修改版,电阻已经替换最大电流支持2A。但需要添加散热片。 电位和电流的关系满足下面的公式:Vref = I_TripMax*0.8(模块的Rs电阻为R100).也就是如果你想配置电机工作电流为1A,则电位应该配置在0.8V。默认的元件配置可以将电流调节到1.5A,如果需要更大电流需要修改电路中的R1,将30K的阻值改为20K(左右),就可以将电流调节到2A左右。 细分设置如果通过细分,可以最小走步距角/细分数的角度,比如步距角为1.8度的步进电机,采用16细分,最小可以走的角度是1.8/16=0.1125度。
控制板上电位器可以设置驱动电流 国外版PCB板是蓝色的,红色多数为国内修改版,电阻已经替换最大电流支持2A。但需要添加散热片。 电位和电流的关系满足下面的公式:Vref = I_TripMax*0.8(模块的Rs电阻为R100).也就是如果你想配置电机工作电流为1A,则电位应该配置在0.8V。默认的元件配置可以将电流调节到1.5A,如果需要更大电流需要修改电路中的R1,将30K的阻值改为20K(左右),就可以将电流调节到2A左右。 细分设置如果通过细分,可以最小走步距角/细分数的角度,比如步距角为1.8度的步进电机,采用16细分,最小可以走的角度是1.8/16=0.1125度。 电机参数
电机参数 在目前主流CNC雕刻机以及其他设备使用的电机为伺服电机但其造价昂贵对于DIY来说不是很划算. 伺服和步进相对来说,伺服精度以及相应速度要好于步进电机但本次DIY并没有对精度有苛刻的要求所以 对于次DIY选用步进电机足矣,
在目前主流CNC雕刻机以及其他设备使用的电机为伺服电机但其造价昂贵对于DIY来说不是很划算. 伺服和步进相对来说,伺服精度以及相应速度要好于步进电机但本次DIY并没有对精度有苛刻的要求所以 对于次DIY选用步进电机足矣,
 从成本以及这次DIY的目标来说加工不是重点无非打打孔攻攻丝。所以我选择的外协加工。板料部分图纸已发外协,全套照做。这样自己也能节省时间精力。 轴承部分要选择好的 之前买了几个直线轴承 虽然便宜但质量以及精度不是很理想,后来换成另一个稍好点的效果明显很好。准备其他规格的全换。
从成本以及这次DIY的目标来说加工不是重点无非打打孔攻攻丝。所以我选择的外协加工。板料部分图纸已发外协,全套照做。这样自己也能节省时间精力。 轴承部分要选择好的 之前买了几个直线轴承 虽然便宜但质量以及精度不是很理想,后来换成另一个稍好点的效果明显很好。准备其他规格的全换。 

 部分配件
部分配件 











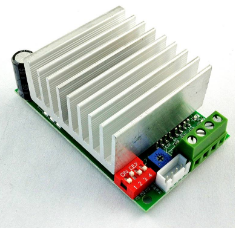
 更换完此驱动板 没有出现丢步现象。并且驱动力非常足。
更换完此驱动板 没有出现丢步现象。并且驱动力非常足。 正在雕刻中:
正在雕刻中:  完成品:
完成品: 
【本文地址】