| 天线加工工艺及天线的制作方法 | 您所在的位置:网站首页 › 天线制造工艺流程 › 天线加工工艺及天线的制作方法 |
天线加工工艺及天线的制作方法
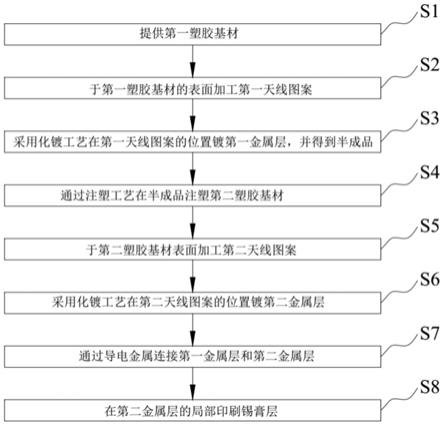 1.本发明涉及天线技术领域,尤其涉及一种天线加工工艺及天线。 背景技术: 2.目前的天线,通常是将fpc(flexible print circuit,柔性线路板)或者线缆焊接在绝缘主体上制作而成,由于采用fpc或线缆进行制作,导致产品的体积较大且成本相对较高;同时,焊接作业难以保证作业质量,这就导致制作过程中的良率较低。 技术实现要素: 3.本发明的目的在于:提供一种天线加工工艺及天线,以减小天线的整体体积。4.一方面,本发明提供一种天线加工工艺,该天线加工工艺包括:5.提供第一塑胶基材;6.于所述第一塑胶基材的表面加工第一天线图案;7.采用化镀工艺在所述第一天线图案的位置镀第一金属层,并得到半成品;8.通过注塑工艺在所述半成品注塑第二塑胶基材;9.于所述第二塑胶基材表面加工第二天线图案;10.采用化镀工艺在所述第二天线图案的位置镀第二金属层;11.通过导电金属连接所述第一金属层和所述第二金属层。12.作为天线加工工艺的优选技术方案,所述第二塑胶基材通过注塑工艺成型时,同时成型有连接孔,所述连接孔正对所述第一金属层;于所述第二塑胶基材表面加工第二天线图案时,所述第二天线图案延伸至所述连接孔;13.通过导电金属材料连接第一金属层和第二金属层包括,在所述连接孔内填充导电金属,且所述导电金属的一端连接所述第一金属层,另一端连接所述第二金属层。14.作为天线加工工艺的优选技术方案,所述第一塑胶基材通过注塑工艺成型时,同时成型有多个插孔;15.所述第二塑胶基材通过注塑工艺成型时,同时成型有多个插柱,且多个所述插柱一一对应地插接于多个所述插孔。16.作为天线加工工艺的优选技术方案,所述天线加工工艺还包括位于所述通过导电金属连接所述第一金属层和所述第二金属层之后的:17.在所述第二金属层的局部印刷锡膏层。18.作为天线加工工艺的优选技术方案,注塑第二塑胶基材后,在所述第二塑胶基材表面喷涂或印制油漆层,通过激光镭雕工艺于所述油漆层加工第二天线图案。19.另一方面,本发明还提供一种天线,所述天线包括:20.第一塑胶基材、注塑成型于所述第一塑胶基材的第二塑胶基材,设置于所述第一塑胶基材表面的第一金属层,设置于所述第二塑胶基材表面的第二金属层,以及连接所述第一金属层和所述第二金属层的导电金属。21.作为天线的优选技术方案,所述第二塑胶基材设有连接孔,所述连接孔与所述第一金属层相对,所述第二金属层延伸至所述连接孔,所述导电金属填充于所述连接孔。22.作为天线的优选技术方案,所述第一塑胶基材设有多个插孔,所述第二塑胶基材设有多个插柱,多个所述插柱一一对应地插接于多个所述插孔。23.作为天线的优选技术方案,所述天线还包括设置于所述第二金属层表面的锡膏层。24.作为天线的优选技术方案,所述第一塑胶基材和所述第二塑胶基材的材质均为液晶高分子材料。25.本发明的有益效果为:26.本发明提供一种天线加工工艺及天线,该天线加工工艺包括:提供第一塑胶基材;于第一塑胶基材的表面加工第一天线图案;采用化镀工艺在第一天线图案的位置镀第一金属层,并得到半成品;通过注塑工艺在半成品上注塑第二塑胶基材;于第二塑胶基材表面加工第二天线图案;采用化镀工艺在第二天线图案的位置镀第二金属层;通过导电金属连接第一金属层和第二金属层。通过化镀工艺设置第一金属层和第二金属层,且通过注塑工艺加工第二塑胶基材,能够保证整体空间紧凑,有利于减小整体的空间占用。附图说明27.图1为本发明实施例中天线加工工艺的流程图;28.图2为本发明实施例中天线的分解示图;29.图3为本发明实施例中第一塑胶基材和第一金属层的结构示意图;30.图4为本发明实施例中第二塑胶基材、第二金属层以及锡膏层的结构示意图。31.图中:32.1、第一塑胶基材;11、插孔;33.2、第一金属层;21、第一本体;22、第一延伸体;34.3、第二塑胶基材;31、插柱;32、连接孔;35.4、第二金属层;41、第二本体;42、第二延伸体;43、第三延伸体;36.5、导电金属;37.6、锡膏层。具体实施方式38.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。39.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置,而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。40.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。41.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。42.如图1所示,本实施例提供一种天线加工工艺,该天线加工工艺包括以下步骤:43.s1:提供第一塑胶基材1。44.具体地,本实施例中,第一塑胶基材1采用液晶高分子材料(lcp,liquid crystal polymer)制成,其具有绝缘特性,为良好的电子元件载体。在其他的实施例中,第一塑胶基材1的材质亦可根据需要进行设置。本实施例中,第一塑胶基材1通过注塑工艺加工而成。45.s2:于第一塑胶基材1的表面加工第一天线图案。46.具体地,本实施例通过激光镭雕工艺在第一塑胶基材1的表面加工第一天线图案(附图中未示出),其中,第一天线图案呈第一凹槽样式体现于第一塑胶基材1表面。本实施例可通过激光镭雕工艺加工出各种形状的第一天线图案,以满足不同的需求。当然,在其他的实施例中,亦可根据需要将第一天线图案直接在注塑第一塑胶基材1的时候注塑出来。47.s3:采用化镀工艺在第一天线图案的位置镀第一金属层2,并得到半成品。48.其中,化镀工艺为现有技术,在此不再赘述。优选地,通过化镀工艺加工出第一金属层2后,第一金属层2将第一凹槽填充。优选地,第一金属层2的外表面和第一塑胶基材1的外表面齐平。其中,第一金属层2的材质可以包括铜、镍、金、银中的一种或多种。本实施例通过激光镭雕工艺加配合化镀工艺将第一金属层2加工在第一塑胶基材1,第一金属层2和第一塑胶基材1紧密贴合,相比现有技术中的fpc或线缆,第一金属层2无需占用额外的空间,能够保证整体体积较小。49.具体地,请参照图3,第一金属层2具有第一本体21,以及从第一本体21延伸出的三个呈条状的第一延伸体22。当然,在其他的实施例中,第一金属层2亦可根据需要进行设置。50.s4:通过注塑工艺在半成品注塑第二塑胶基材3。51.通过埋件注塑工艺在半成品的基础上注塑出第二塑胶基材3。本实施例中,第一金属层2的一部分位于第二塑胶基材3和第一塑胶基材1之间。具体地,第一本体21和三个第一延伸体22均至少部分位于第一塑胶基材1和第二塑胶基材3之间。52.s5:于第二塑胶基材3表面加工第二天线图案。53.具体地,注塑第二塑胶基材3后,在第二塑胶基材3表面喷涂或印制油漆层,该油气层可通过激光进行镭雕加工,然后通过激光镭雕工艺于油漆层加工第二天线图案。本实施例通过激光镭雕工艺在第二塑胶基材3的表面加工第二天线图案(附图中未示出),其中,第二天线图案呈第二凹槽样式体现于第二塑胶基材3表面。本实施例可通过激光镭雕工艺加工出各种形状的第二天线图案,以满足不同的需求。当然,在其他的实施例中,亦可根据需要将第二天线图案直接在注塑第二塑胶基材3的时候注塑出来。54.s6:采用化镀工艺在第二天线图案的位置镀第二金属层4。55.优选地,通过化镀工艺加工出第二金属层4后,第二金属层4将第二凹槽填充。优选地,第二金属层4的外表面和第二塑胶基材3的外表面齐平。其中,第二金属层4的材质可以包括铜、镍、金、银中的一种或多种。本实施例通过激光镭雕工艺加配合化镀工艺将第二金属层4加工在第二塑胶基材3,从而第二金属层4无需占用额外的空间,能够保证整体体积较小;并且,通过注塑第二塑胶基材3还起到将第一金属层2和第二金属层4分隔的作用,能够进一步减小整体的空间占用,有利于实现产品的微小化改进。56.具体地,请参照图4,本实施例中,第二金属层4具有第二本体41,从第二本体41延伸出的两个呈条状的第二延伸体42,以及与第二本体41和两个第二延伸体42间隔设置且呈条状的第三延伸体43。在其他的实施例中,第二金属层4亦可根据需要进行设置。57.s7:通过导电金属5连接第一金属层2和第二金属层4。58.具体地,请参照图2,第二塑胶基材3通过注塑工艺成型时,同时成型有连接孔32,连接孔32正对第一金属层2;于第二塑胶基材3表面加工第二天线图案时,第二天线图案延伸至连接孔32。通过在连接孔32内填充导电金属5,且导电金属5的一端连接第一金属层2,另一端连接第二金属层4,以实现通过导电金属5连接第一金属层2和第二金属层4。本实施例中,连接孔32可在第二塑胶基材3注塑的过程中形成,并且在连接第一金属层2和第二金属层4的作业中,无需采用现有技术中的焊接工艺,工艺简单,更容易控制,有利于提升产品的良率。当然,在其他的实施例中,亦可根据需要通过其他外置连接件连接第一金属层2和第二金属层4。59.本实施例中,示例性地给出了三个连接孔32的方案,其中,两个连接孔32内的导电金属5分别将两个第一延伸体22和两个第二延伸体42一一连接,另一个连接孔32内的导电金属5将另一个第一延伸体22和第三延伸体43连接。60.本实施例中,导电金属5的材质优选为锡或银。当然,在其他的实施例中,亦可根据需要选择导电金属5的材料。61.可选地,还包括位于步骤s7之后的s8。62.s8:在第二金属层4的局部印刷锡膏层6。63.具体地,分别在两个第二延伸体42和第三延伸体43上设置锡膏层6,便于后需的焊接作业和测试作业。64.优选地,第一塑胶基材1通过注塑工艺成型时,同时成型有多个插孔11;第二塑胶基材3通过注塑工艺成型时,同时成型有多个插柱31,且多个插柱31一一对应地插接于多个插孔11。如此能够保证第一塑胶基材1和第二塑胶基材3连接稳定。65.如图2至4所示,本实施例还提供一种天线,天线包括第一塑胶基材1、第二塑胶基材3、第一金属层2、第二金属层4以及导电金属5。其中,第二塑胶基材3注塑成型于第一塑胶基材1,第一金属层2设置于第一塑胶基材1表面,第二金属层4设置于第二塑胶基材3表面,导电金属5连接第一金属层2和第二金属层4。可以理解,该天线可以采用上述天线加工工艺加工而成,也可以根据需要选择其他加工方式。66.可选地,第二塑胶基材3上设有连接孔32,连接孔32与第一金属层2相对,第二金属层4延伸至连接孔32,导电金属5填充于连接孔32。67.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。 |
【本文地址】
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |