| 什么是铸造?铸造生产有何特点?(武理慕课) | 您所在的位置:网站首页 › 企业的生产特点指的是生产工艺和什么的特点一致 › 什么是铸造?铸造生产有何特点?(武理慕课) |
什么是铸造?铸造生产有何特点?(武理慕课)
|
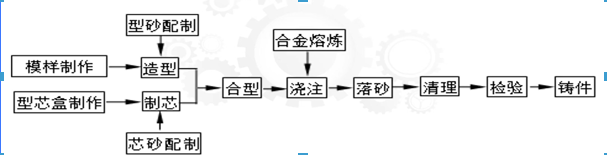
什么是铸造?铸造生产有何特点? 一:铸造是将熔化的金属液体浇注到与零件形状相似的铸型中,待其冷却凝固后获得铸件的一种生产方式。 二:其特点有: 1.可以制成外形和内腔十分复杂的毛坯或零件; 2.适用范围广; 3.材料来源广; 4.少切削或无切削。 什么叫分型面?分型面的选择有哪些原则。 一:分型面:上砂型、下砂型在合箱的时候相互接触的平面。 二:分型面选择原则: 选择在模型最大截面处; 尽量使模型操作位于同一铸型中; 铸件重要的部位应位于铸型型腔的底部或垂直于分型面; 进行大批量生产时尽量避免用活快造型或三箱造型。 填写铸造生产工艺流程图。 (1)砂型铸造的工艺流程图。根据零件的形状和尺寸,设计制造模样和型芯盒;配制型砂和芯砂;用模样制造砂型;用型芯盒制造型芯;把烘干的型芯装入砂型并合型;将熔化的液态金属浇入铸型;凝固后经落砂、清理、检验即得铸件。 标出铸型装配图及浇注系统的名称,并简述其主要作用。
根据你在铸造实训中制作的铸件缺陷特征,写出缺陷名称,找出产生该缺陷的主要原因及防止措施。(每写出一个铸件缺陷(含特征,缺陷名称,主要原因及防止措施)得2分) 一.浇不足:产生原因1.浇注时金属量不够;·⒉.浇注时液体金属从分型面流出;·3.铸件太薄;4.浇注温度太低;·5.浇注速度太慢 防止措施1.根据铸件结构的结构特点,正确设计浇注系统与冷铁;2.适当提高浇注温度。二.冷隔:产生原因1.浇注温度太低;⒉浇注速度太慢或浇注过程曾有中断;3.浇注系统位置开设不当或浇道太小 防止措施1.根据铸件结构的结构特点,正确设计浇注系统与冷铁;2.适当提高浇注温度。三.气孔:产生原因1.型砂含水过多,透气性差;⒉.起模和修型时刷水过多;3.砂芯烘干不良或砂芯通气孔堵塞;·4.浇注温度过低或浇注速度太快等 防止措施1.控制型砂水分,提高透气性;2.造型时应注意不要舂砂过紧;3.适当提高浇注温度;4.扎出气孔,设置出气冒口.四.缩孔:产生原因1.铸件结构不合理,如壁厚相差过大,造成局部金属积聚;2浇注系统和冒口的位置不对,或冒口过小;3.浇注温度太高,或金属化学成分不合格,收缩过大。 防止措施1.合理设计铸件结构,使壁厚尽量均匀;2.适当降低浇注温度,采用合理的浇注速度;3.合理设计、布置冒口,提高冒口的补缩能力。五:砂眼:产生原因1.型砂和芯砂的强度不够;⒉砂型和砂芯的紧实度不够;3.合箱时铸型局部损坏;4.浇注系统不合理,冲坏了铸型 防止措施1.提高造型材料的强度;2.适当提高砂型的紧实度;3.合理开设浇注系统。六:粘砂:产生原因1.型砂和芯砂的耐火性不够;2.浇注温度太高;3.未刷涂料或涂料太薄 防止措施1.选择杂质含量低、耐火度良好的原砂;2.在铸型型腔表面刷耐火涂料;3.尽量选择较低的浇注温度 |
 1.上型 用型砂做造型材料制成的铸型的组元。 2.型芯出气孔 为顺利排出型芯内部的气体,以改善退让性。 3.出气孔 在铸型中,用扎孔针扎出的出气孔,以便排气防止在铸件产生气孔缺陷 。 4.浇注系统 为将液态金属引入铸型型腔而在铸型内开设的通道。 5.型芯 为获得铸件内腔或局部外形,用芯砂制成安放在型腔内部的组元。 6.型腔 铸型中由造型材料所包围的空腔部分,也是形成铸件的主要空间。 7.下型 用型砂做造型材料制成的铸型的组元。 8.分型面 各铸型组元间的结合面,每一对铸型间都有一个分型面。 9.砂箱 造型时填充型砂的容器。 10.外浇口 容纳注入的金属液并缓解液态金属对砂型的冲击。 11.直浇道 是连接外浇口与横浇道的垂直通道。其高度和流速,可改变冲型能力。 12.横浇道 主要作用是分配金属液进入内浇道和隔渣。 13.内浇道 调节金属液流入型腔的方向和速度,调节铸件各部分的冷却速度。 型砂配制造型 金属熔炼 制芯 芯砂配制14.铸件
1.上型 用型砂做造型材料制成的铸型的组元。 2.型芯出气孔 为顺利排出型芯内部的气体,以改善退让性。 3.出气孔 在铸型中,用扎孔针扎出的出气孔,以便排气防止在铸件产生气孔缺陷 。 4.浇注系统 为将液态金属引入铸型型腔而在铸型内开设的通道。 5.型芯 为获得铸件内腔或局部外形,用芯砂制成安放在型腔内部的组元。 6.型腔 铸型中由造型材料所包围的空腔部分,也是形成铸件的主要空间。 7.下型 用型砂做造型材料制成的铸型的组元。 8.分型面 各铸型组元间的结合面,每一对铸型间都有一个分型面。 9.砂箱 造型时填充型砂的容器。 10.外浇口 容纳注入的金属液并缓解液态金属对砂型的冲击。 11.直浇道 是连接外浇口与横浇道的垂直通道。其高度和流速,可改变冲型能力。 12.横浇道 主要作用是分配金属液进入内浇道和隔渣。 13.内浇道 调节金属液流入型腔的方向和速度,调节铸件各部分的冷却速度。 型砂配制造型 金属熔炼 制芯 芯砂配制14.铸件【本文地址】
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |