| 硬质PVC结皮发泡板的加工工艺研究 | 您所在的位置:网站首页 › pvc发泡板的硬度是多少 › 硬质PVC结皮发泡板的加工工艺研究 |
硬质PVC结皮发泡板的加工工艺研究
|
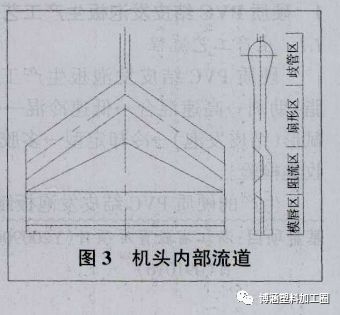
2.2 工艺参数的设置 硬质 PVC 结皮发泡板的挤出加工工艺条件比常规的 PVC 管材和型材的加工条件苛刻得多 [ 3 ] 。硬质 PVC结皮发泡挤出工艺的关键是发泡剂的分解与成核,气泡的成长与固定等过程与 PVC 熔体的塑化与成型过程相适应。需要严格控制螺杆转速、挤出温度、压力等来实现,同时还跟机头、口模、定型模结构有密切关系。 2.2.1 混合工艺 由于异向双螺杆挤出机的混合混炼功能弱,因此在挤出之前要设置配料、热混、冷混料工序。本生产线采用SRL-Z 系列热冷混合机组进行混料。物料的混合工序是十分重要的,物料混合质量的优劣将直接影响着挤出成型过程及板材外观与内在的质量。物料混合温度过高或过低,会导致物料提前分解或塑化不良。因此混料程序和温度的控制是混合工艺的关键。一般生产投料顺序为 PVC、稳定剂、内润滑剂、加工助剂、填料、外润滑剂、钛白娄。投入量 约为热混筒有效容积的 60%,高速热混温度控制在 110~120℃范围内进行 5~10 min,冷却混合水温在 15~20℃以下,冷混的物料 5~10 min 后在 35~40℃时从混合机放出。 2.2.2 挤出工艺 1)挤出温度。为获得泡孔致密均匀、表面平整光洁的硬质 PVC 结皮发泡板材,在生产中应严格控制各区间的温度。如果机筒和螺杆温度过高,物料容易提前发泡造成熔体破裂,板材表面粗糙;如果温度太低,物料塑化不完全,板材表面不平整;过渡体和模唇的温度应低于挤出温度,但温度太低会使熔体温度过低而失去弹性被拉断,温度过高会使熔体强度和弹性降低,泡孔破裂,板材表面产生空洞缺陷。物料挤出一般都经过加热、恒温和保温 3 个过程。加 热区在挤出机排气口的前部(即一区输送段和二区压缩段);恒温区则在排气口后部(即三区排气段和四区计量段);保温区主要由机头、过渡体和口模组成。物料在加热区需要较大的热量,该区温度的设定应稍高一些,以满足 迅速补充热量并使机筒温度环境保持稳定的要求;恒温区由于螺杆对物料的剪切和压延产生的内热超过物料的需要,故该区一般设置加热与冷却双向温度控制装置,用以控制机筒的温度保持恒定,保证物料的正常塑化与挤出成型。物料经过恒温区后已呈完全塑化状态,该区内热已不存在,为建立熔体压力需要设置加热片补充外热。产品试制发现,适合硬质 PVC 结皮发泡板材生产的各区温度:挤出机一区(155±5)℃、二区(165±5)℃、三区(170±5)℃,四区(180±5)℃;过渡体(170±5)℃;口模(175±5);模唇(175±5)℃;冷却定型装置一区恒温控制,二三四区冷却控制,模具各区冷却温度控制在 5~40℃。 2)挤出速度及滞留时间。生产实践表明,螺杆转速与板材的挤出产量成正比,与板材的密度成反比。螺杆转速越高,挤出速度快,熔体温升过快增加工艺控制的困难,但发泡程度均匀,制品表面质量好;相反,螺杆转速过低,挤出速度慢时,会使熔体塑化不良降低生产效率,同时靠近模唇口发泡使板材表层粗糙。另外板材质量还受到物料在挤出机筒和口模内滞留时间的影响,滞留时间太短,发泡剂分解不够,板材密度过大;滞留时间太长,容易发泡过度板材力学性能降低。螺杆转速应根据结皮发泡的不同工艺方法而定,需要综合考虑设备的使用要求和板材的冷却锯切时间,螺杆转速和挤出速度根据板材厚度设置不同,一般不超过 4 m/min。本生产线的 20 mm 板材挤出速度为 0.65~0.7 m/min。 3)挤出压力。板材发泡成败的关键在于挤出压力控制是否合适。螺杆转速、熔体温度及口模内流道的长短和压缩比对挤出压力都有很大影响。螺杆转速增加使熔体挤出压力升高,可以减小泡孔直径增加气泡数量,有利于发泡过程。另外物料塑化良好时,口模压力和电流都比较稳定;而物料塑化不良时,口模压力波动提高,电机电流增大且不稳。在实际生产中,通常将主机电流和口模压力的变化作为判断挤出温度控制是否适当的重要依据。 2.2.3 机头口模及冷却定型模具结构 机头口模的流道结构直接影响着制品的发泡倍率和挤出均匀性,进而影响制品的质量。本生产线生产宽幅硬质 PVC 结皮发泡板材,采用衣架式挤出机头结构,机头内部流道组成如图 3,由歧管区、扇形区、阻流区和模唇区组成, 熔体流入歧管后,被歧管均匀分配到整个扇形区内,保证料流在进入模唇区时的同向性,同时为控制口模中熔体的压力,设置阻流区降低熔体压力,保证料流速度的一致。流道各部分长短设计应满足特定压缩比要求,保证物料不会发泡过度。
板材加工时,由于冷却定型模的结构尺寸调整成与机头口模的相同尺寸,故结皮发泡制品的密度和结皮层厚度取决于自由发泡受限程度,需要适当调节冷却定型模和口模之间的距离、挤出速度与定型牵引速度的比值及定型模的冷却强度。 3、 PVC 结皮发泡板材的力学性能 通过对生产过程中的挤出温度、机头压力、螺杆转速等工艺条件的严格控制,采用新研制的生产线生产的硬质PVC 结皮发泡板材经过测试,具有以下性能:平均密度为(0.45~0.55)×10 3 kg/m 3 ,板材拉伸强度≥8 N/mm 2 ,冲击强度≥8.5kJ/m 2 ,表面邵氏硬度≥A60。性能符合 Q/STNY 001-95 质量要求,达到了国外同类产品水平。 4、 结语 本文利用新开发的硬质 PVC 板材生产设备,研究挤出温度、挤出速度、滞留时间、挤出压力及机头口模及冷却定型模具结构等因素对挤出工艺的影响,设置了优化的结皮发泡加工工艺参数,从而生产出具有优良性能的PVC 结皮发泡板材。返回搜狐,查看更多 |
【本文地址】