| Cp、Cpk、Pp、Ppk的区别、误导、不清楚,从此不再有 | 您所在的位置:网站首页 › pp和写真的区别 › Cp、Cpk、Pp、Ppk的区别、误导、不清楚,从此不再有 |
Cp、Cpk、Pp、Ppk的区别、误导、不清楚,从此不再有
|
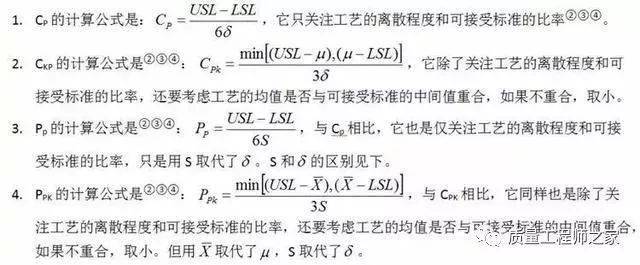
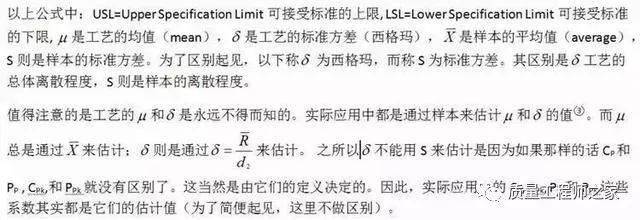
答案是:视情况而定(it depends)。为什么?因为没有判断标准。 3、衡量过程能力指标的定义与计算公式 也许你已经注意到过程能力的定义,与产品的可接受标准(specifications)无关。可是抛开产品的可接受标准,单纯地讲过程能力,又毫无意义。这就是为什么人们要引入“过程能力的指标(Cp, Cpk, Pp 和 Ppk )”这些概念。 Cp, Cpk, Pp 和 Ppk这些指数是过程能力和可接受标准比较的结果,也被称为过程能力比率(process capability ratio)③。笔者更倾向于使用过程能力比率,因为它直观。另外这些概念的计算都引入了标准方差或西格玛,因此它们都是统计学意义上的概念,也正是如此 它们都没有单位。 有趣的是,权威书籍中均没有体现这几个符号(Cp, Cpk, Pp ,Ppk)所代表的英文词。而在这个英文网站上⑥:https://www.isixsigma.com/tools-templates/capability-indices-process-capability/ 有以下的定义:
这些定义很显然是有问题的,因为这四个符号都是“index”或“ratio”。笔者认为它们的定义是这样的: Cp= Process Capability Ratio 可被译为“过程能力指数” Cpk= Process Capability K Ratio 可被译为“过程能力K指数” Pp= Process Performance Ratio 可被译为“过程绩效指数” Ppk= Process Performance K Ratio 可被译为“过程绩效K指数” 注:据有人说 这里的‘k’ 是 ‘centralizing facteur’⑥,可能是法语,即“居中因子”。 据此,Cp和Cpk被称为过程能力指数;而Pp和Ppk则被称为过程绩效指数。我们权且将过程能力指数和绩效指数统称为衡量过程能力的指标。 以上是关于Cp, Cpk, Pp 和 Ppk这些指标的定义。下面我们讨论这些指标的计算方法。
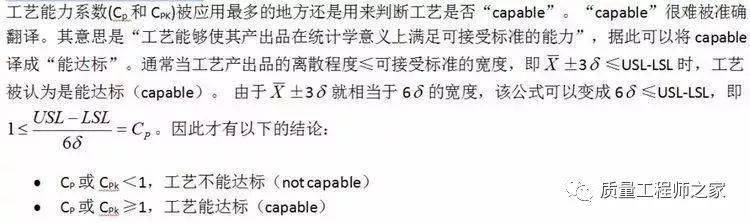
了解了这些概念和计算公式,下面让我们看看这些指数的共同点和区别。 4、Cp、Pp 、 Cpk和Ppk的异同点 4.1 Cp, Cpk, Pp 和 Ppk的共同点 Cp, Cpk, Pp 和 Ppk都是用来测量过程能力的指标。它们的共同点是: • 都被用来表示过程能够生产出达到可接受标准的产品的程度或能力 • 都被用来表示过程的产出品的离散程度和可接受标准的比率 • 它们的值越大,过程越能够更好地生产出达到可接受标准的产品 当然它们也各有区别。 4.2. 有k指数(Cpk和Ppk)和没k指数(Cp和Pp)的区别 首先是有k指数(Cpk和Ppk)和没k指数(Cp和Pp)的区别:没k指数(Cp和Pp)只显示过程的产出品的离散程度和可接受标准的关系;而有k指数(Cpk和Ppk)除了显示过程的产出品的离散程度和可接受标准的关系外,还关注过程的产出品的均值是否偏离可接受标准的中间值。其数学关系是:有k指数永远不大于没k指数,即: • Cpk≤Cp(当过程的产出品的均值和可接受标准的中间值重叠时,Cpk=Cp, 否则CpkPp , Cpk>Ppk。理解这一点对它们的应用很关键。 5、Cp、Pp 、 Cpk和Ppk的应用 首先,了解过程能力指数和过程绩效指数的区别,可以帮助理解在什么情况下采用哪个指标。通常要知道过程的实际绩效情况,即过程实际的产出品满足可接受标准的情况,应该采用过程绩效指数。 如果想知道目前的过程,是否已经是达到了稳定的潜在状态时,可以比较过程能力指数和过程绩效指数的差别,即Cp和Pp,Cpk和Ppk的差别:二者差别越小,说明目前的过程的绩效越接近稳定状态,即过程不存在太多的特殊原因引起的偏离(variation)。如果差异很大,则说明过程不稳定,需要找出那些特别的原因,消除这些原因,过程即可被改进。管理者也可以利用过程能力指数和过程绩效指数的差别,制订不断改进的目标。例如上面的例子Ppk=0.134, Cpk=0.193。目标可以是让Ppk达到0.193。 了解了有K和没K的区别,可以帮助公司判断过程的产出品,是否偏离可接受标准的中间值。如果Pp和Ppk比较,Cp和Cpk比较,相差不大,说明过程的产出品的特性均值,没有偏离可接受标准的中间值太多。 要提高Ppk或Cpk的值,只能减少点间差或样品亚组内最大和最小值的差异,即降低过程的标准方差(S或西格玛)。如果Pp和Ppk比较,Cp和Cpk比较,相差很大,那么将过程的产出品的特性的均值,调整到可接受标准的中间值,就会很有效地提高Ppk和Cpk值,使过程能更好地满足可接受标准的要求。当然这也可以通过计算样本的均值,并和可接受标准的中间值比较来完成。 在制药业中,过程能力指数和过程绩效指数的另一个方面的应用,是持续过程确认(CPV)。当选定的关键过程参数CPP (Critical Process Parameter),或关键质量属性CQA(Critical Quality Attribute)的数据,经过计算得到过程能力指数和过程绩效指数时,很容易看出过程是否“能达标”,也可以看出过程是否稳定。如果过程稳定,而且能达标,则可以结论目前的过程是处在可控的状态下,即已验证的状态得以保持,再验证就是不需要的。 另外,过程能力指数和过程绩效指数可以被用来衡量供应商的业绩。如果可接受标准是一样的,当然指数越大的供应商越好。
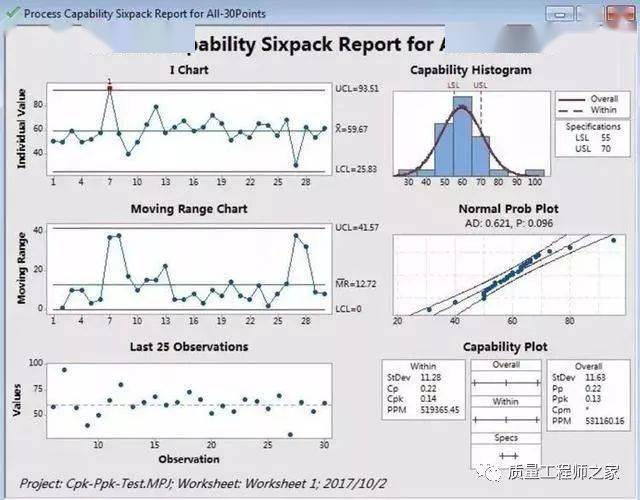
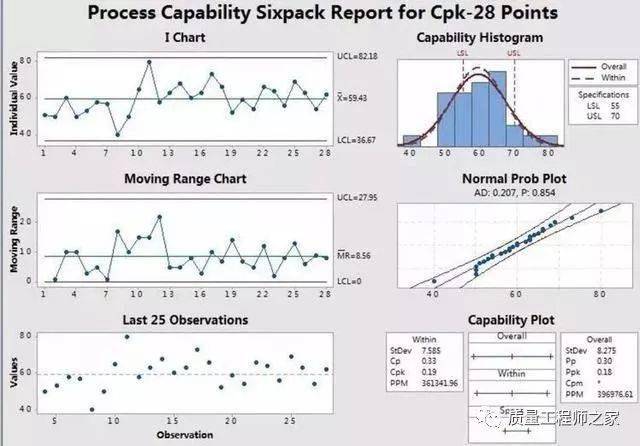
值得注意的是经典的作者都没有将过程绩效指数(Pp和Ppk)作为考量过程是否能达标的指标①③,因为绩效指数的计算没有考虑过程是否稳定,而没有稳定性就没有过程能力可言①。 6、关于使用计算机统计软件的讨论 目前市面上有许多计算机软件,可以计算过程能力指数和过程绩效指数。使用这些软件时,必须要理解软件背后的设置,并且要了解数据是如何采集的,以及所采集的数据和所关注的过程的关系。只有这样才能更好地解释得到的结果。运用同样的例子,我们可以用Minitab来计算过程能力指数。 首先我们把30天的数据都输入Minitab,选择"Process Capability Sixpack Report", 得到下图。
依图可以得到以下结论: • 数据是呈正态分布的(p>0.05)
• 过程是不稳定的(有一个点超出UCL)。尽管数据中有超出UCL的点,Minitab还是给出了计算结果: Pp = 0.22 Cp = 0.22 Ppk = 0.13 Cpk = 0.14 这个结果和4.3节中第一次计算的结果完全一样(有效数字不同)。 而我们知道这个结果是不准确的,因为过程能力指数是用不稳定过程的数据计算出来的。准确的结果应该是4.3节中第二次计算出来的结果: Pp = 0.216 Cp = 0.330 Ppk = 0.134 Cpk = 0.193 也就是说Minitab这个设计从科学的角度讲是不严谨的。 当然如果我们将除去那两个点以后的28个数据点输入Minitab做同样的计算,我们得到下图。
这时只有稳定的过程的数据,过程能力指数(Cp和Cpk)的计算才是正确的。很不幸的是这里Minitab也重新计算了绩效指数(Pp和Ppk)。但原则上,这里却是不需要重新计算绩效指数(Pp和Ppk)的。同样可以说,Minitab这个设计从科学的角度讲,是不严谨的。 值得指出的是,控制图的制作和过程能力指数的计算,都是简单的数学计算,没有昂贵的计算机软件同样可以做到。以上两个Minitab图中的计算,和前面4.3节中笔者用Excel计算和,做出来的图是一样的。 7、总结 过程能力是指过程离散度的6西格玛宽度,与其产出品的可接受标准无关。如果过程的产出品的数据是呈正态分布的,那么99.73%的数据会落在这个6西格玛的宽度内。 常用的衡量过程能力的指标有过程能力指数(Cp和Cpk)和过程绩效指数(Pp和Ppk)。没k指数(Cp和Pp)只显示过程的产出品的离散程度和可接受标准的关系;而有k指数(Cpk和Ppk)除了显示过程的产出品的离散程度和可接受标准的关系外,还关注过程的产出品的均值,是否偏离可接受标准的中间值,其数学关系是:Cpk≤Cp;Ppk≤Pp。 过程能力指数(Cp和Cpk)和过程绩效指数(Pp和Ppk)的主要区别是: 1)过程能力指数Cp和Cpk)的计算需要满足两个条件--过程稳定且数据呈正态分布,而过程绩效指数(Pp和Ppk)的计算则不需要考虑这两个条件。
过程能力指数(Cp和Cpk)是具有统计学意义的指数,表示的是过程的“潜能”,可以用来预测过程的将来,而过程绩效指数(Pp和Ppk)的统计学意义并不被专家们接受,并且不能被用来有效地预测过程的未来。 8、后记 过程能力指数是上个世纪后期才产生出来的概念。最早Cp是由Juran于1974年提出来的,而Cpk是Kane于1986年才提出来的⑦。而且用于衡量过程能力的指数仍在不断发展中,新的指标也不断地被提出。本文仅仅探讨了4个最常用的指标。另一个较常用的指标是Cpm。由于篇幅和其应用的限制,这里不做介绍,有兴趣的读者可以阅读参考文献⑦。 过程能力指数(Cp和Cpk)可以被用来估计有多少产出品,会落在可接受标准的外面(即不合格品)。当Cp= Cpk =1时,而且数据是呈正态分布的话,99.73%的数据都会落在可接受标准的区间内。具体的计算需要更深的统计学知识。这里也不做介绍,有兴趣的读者可以参考文献③。 另一个重要的理念是以上关于过程能力指数(Cp和Cpk)的计算是“估计”值,因为过程的西格玛和均值都是通过样本的值来估计的。因此过程能力指数Cp和Cpk的准确性是可以通过统计学计算来建立“置信空间”(confidence interval)的。同样基于篇幅的原因,这里不做详细介绍,有兴趣的读者也可以参考文献③。 参考文献: ①Manuel E. Peña-Rodríguez:Statistical Process Control for the FDA-Regulated Industry, ASQ2013 ②Joseph M. Juran: Juran’s Quality Handbook, 5th Edition, McGraw-Hill, 1998 ③Douglas C. Montgomery:Statistical Quality Control,Wiley,2012 ④Roger Hoerl & Ronald D. Snee: Statistical Thinking, Duxbury, 2002 ⑤Brain K. Nunnally & John McConnell: Six Sigma In The Pharmaceutical Industry, IRC Press 2007 ⑥https://www.isixsigma.com/tools-templates/capability-indices-process-capability/ ⑦Samuel Kotz & Norman L. Johnson:Process Capability Indices-A Review, 1992-2000, Journal of Quality Technology, Vol. 34, No.1, 2002 END 免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。返回搜狐,查看更多 |



【本文地址】