| 注塑加工之料筒各加热段的温度设置 | 您所在的位置:网站首页 › pc塑料成型温度和模温是多少 › 注塑加工之料筒各加热段的温度设置 |
注塑加工之料筒各加热段的温度设置
|
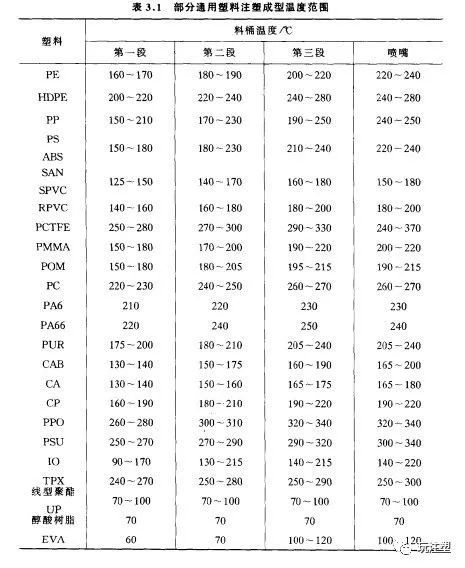
原标题:注塑加工之料筒各加热段的温度设置 戳行业 注塑成型是一种借助于燥杆或柱塞的椎力,将塑筒中已塑化好的熔融状态塑料注射入已闭合好的模腔内,经冷却定型后取得制品的—种工艺过程。它是通过控制最佳工艺参数来实现的。 料筒各加热段的温度设置 设置精确的温度要经过无数个周期循环才能调整到但。料简内的塑料是由两方向的热量供给使其溶化的。 —方面由外部加热困供热;另—方面由螺杆转动产生的摩擦热供给。因此在设置加热圈的温度时就要根据螺杆的形状、产生的摩擦热一起综合考虑。对于一个注塑机,—个指定的产品及所用的原料还需考虑以下各因素。 1)注塑机的额定最大容量与温度设置的关系 制件注射量超过注射机容量75%,或材料未预热时,厉段温度设置应比中段、前段尚5一10℃,或者相同;占50%一75%时,所有加热带应设置在同—温度;低于50%时,后段温度应比中段,前段低5一15℃: 2)主材料(树脂)及辅料的相互兼顾 料筒温度选择与各种塑料特性有关。无定形塑料料筒末端最高温度,应高于流动温度tf,结晶型塑料应高于熔点tm,但必须低于塑料的分解温度td,故料筒员合适的温度范围应在tf或tm-td之间。 tf-td区间狭窄的塑料,控制料筒温度虚偏低些;tf-td区间较宽的可适当高—些。 热敏性塑料如聚甲醛,聚三氟氯乙烯.聚氯乙烯等,除严格控制料筒最高温度外,还应控制塑料在加热料筒中的停留时间。 同一种塑料,由于来源或牌号不同,其tf和td有一定差别。严均分子员高,分子量分布较窄的塑料,熔体指数偏高;平均分子量低,分布又较宽的,熔体指数偏低。为了获得适宜的流动性,前者较后者应适当提高料简温度。 使用螺杆式注塑机可比柱塞式的料筒温度低10一20℃。 在设置料筒温度时还应考虑除主料外的一切浦料的相互关系。当有着色剂时应尽量采用较低的温度,保※其颜色的鲜艳:当塑料的粘度较高,以及经玻璃纤维增强的塑料,料筒的温度范围应选上限。 表3.1列出了通用塑料注塑成型温度范围。
3)模具及制品形状的影响 选择料筒温度应结合制品及模具的结构特点。薄壁制件应比厚壁制件选择高一些温度。若制件形状复杂或带嵌件,应选择高一些的温度。模具中主流迫和支流道长及冷料穴小,也要提高一定温度。返回搜狐,查看更多 责任编辑: |
【本文地址】