| SMT加工回流焊的温度曲线 Reflow Profile | 您所在的位置:网站首页 › bga-210怎么调时间 › SMT加工回流焊的温度曲线 Reflow Profile |
SMT加工回流焊的温度曲线 Reflow Profile
|
预热区均匀加热的另一目的,是要使锡膏中的溶剂可以适度的挥发并活化助焊剂,因为大部分助焊剂的活化温度大约落在150°C上下。 快速升温有助快速达到助焊剂软化的温度,因此助焊剂可以快速地扩散并覆盖到最大区域的焊点,它可能也会让一些活化剂融入实际合金的液体中。可是,升温如果太快,由于热应力的作用,可能会导致陶瓷电容的细微裂纹(micro crack)、PCB受热不均而产生变形(Warpage)、空洞或IC晶片损坏,同时锡膏中的溶剂挥发太快,也会导致塌陷产生的危险。 较慢的温度爬升则允许更多的溶剂挥发或气体逃逸,它也使助焊剂可以更靠近焊点,减少扩散及崩塌的可能。但是升温太慢也会导致过度氧化而降低助焊剂的活性。 炉子的预热区一般占加热通道长度的1/4—1/3,其停留时间计算如下:假设环境温度为25°C,若升温斜率按照3°C/sec计算则(150-25)/3即为42sec,如升温斜率按照1.5°C/sec计算则(150-25)/1.5即为85sec。通常根据组件大小差异程度调整时间以调控升温斜率在2°C/sec以下为最佳。 另外还有几种不良现象都与预热区的升温有关系,下面一一说明: 1 塌陷 这主要是发生在锡膏融化前的膏状阶段,锡膏的黏度会随著温度的上升而下降,这是因为温度的上升使得材料内的分子因热而震动得更加剧烈所致;另外温度迅速上升会使得溶剂(Solvent)没有时间适当地挥发,造成黏度更迅速的下降。正确来说,温度上升会使溶剂挥发,并增加黏度,但溶剂挥发量与时间及温度皆成正比,也就是说给一定的温升,时间较长者,溶剂挥发的量较多。因此升温慢的锡膏黏度会比升温快的锡膏黏度来的高,锡膏也就比较不容易产生塌陷。 2 锡珠 迅速挥发出来的气体会连锡膏都一起往外带,在小间隙的零件下会形成分离的锡膏区块,回流焊时分离的锡膏区块会融化并从零件底下冒出而形成锡珠。
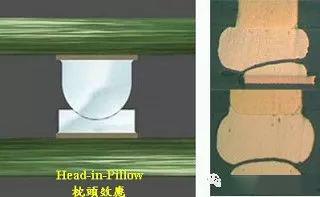
3 锡球 升温太快时,溶剂气体会迅速的从锡膏中挥发出来并把飞溅锡膏所引起。减缓升温的速度可以有效控制锡球的产生。但是升温太慢也会导致过度氧化而降低助焊剂的活性。 4 灯蕊虹吸现象 这个现象是焊料在润湿引脚后,焊料从焊点区域沿引脚向上爬升,以致焊点产生焊料不足或空銲的问题。其可能原因是锡膏在融化阶段,零件脚的温度高于PCB的銲垫温度所致。可以增加PCB底部温度或是延长锡膏在的熔点附近的时间来改善,最好可以在焊料润湿前达到零件脚与焊垫的温度平衡。一但焊料已经润湿在焊垫上,焊料的形状就很难改变,此时也不在受温升速率的影响。 5 润湿不良 一般的润湿不良是由于焊接过程中锡粉被过度氧化所引起,可经由减少预热时锡膏吸收过多的热量来改善。理想的回流焊时间应尽可能的短。如果有其他因素致加热时间不能缩短,那建议从室温到锡膏熔点间採线性温度,这样回流焊时就能减少锡粉氧化的可能性。 6 虚焊或“枕头效应”(Head-In-Pillow) 虚焊的主要原因可能是因为灯蕊虹吸现象或是不润湿所造成。灯蕊虹吸现象可以参照灯蕊虹吸现象的解决方法。如果是不润湿的问题,也就是枕头效应,这种现象是零件脚已经浸入焊料中,但并未形成真正的共金或润湿,这个问题通常可以利用减少氧化来改善,可以参考润湿不良的解决方法。
7 墓碑效应及歪斜 这是由于零件两端的润湿不平均所造成的,类似灯蕊虹吸现象,可以藉由延长锡膏在的熔点附近的时间来改善,或是降低升温的速率,使零件两端的温度在锡膏熔点前达到平衡。另一个要注意的是PCB的焊垫设计,如果有明显的大小不同、不对称、或是一方焊垫有接地(ground)又未设计热阻(thermal thief)而另一方焊垫无接地,都容易造成不同的温度出现在焊垫的两端,当一方焊垫先融化后,因表面张力的拉扯,会将零件立直(墓碑)及拉斜。
8 空洞(Voids) 主要是因为助焊剂中的溶剂或是水气快速氧化,且在焊料固化前未即时逸出所致。 吸热区 (Soak zone) 一般将这个区域翻译成「浸润区」,但经白老师纠正,正确的名称应该叫「吸热区」,也称「活性区」。在这段几近恒温区的温度通常维持在150±10°C的区域,斜昇式的温度通常落在150~190°C之间,此时锡膏正处于融化前夕,焊膏中的挥发物会进一步被去除。活化剂开始启动,并有效的去除焊接表面的氧化物,PCB表面温度受热风对流的影响,让不同大小、质地不同的零组件温度能保持均匀温度,板面温度差△T接近最小值。 (如果PCB上的零件简单,没有太多複杂的零件,如BGA或大颗容易或不易吸热零件,也就是说零件间的温度可以轻易达到均匀,建议使用「斜昇式曲线」。现代科技进步,有些回流焊炉的效率好,可以快速均匀所有零件的温度,也可以考虑「斜昇式曲线」。「斜昇式曲线」的优点是希望确保锡膏融锡时所有焊点同时融锡,已达到最佳的焊接效果。) 温度曲线形态接近水平状,它也是评估回流焊炉工艺的一个窗口,选择能维持平坦活性温度曲线的炉子将可提高焊接的效果。特别是防止立碑缺陷的产生,因为较不易造成融锡不一的时间差,零件两端也就比较不会有应力不同的问题。 恒温区通常在炉子的2,3区之间,时间维持约为60~120s,若时间过长会导致松香过度挥发,并造成锡膏过度氧化的问题。在回流焊接时失去活性和保护功能,以致焊接后造成虚焊、焊点残留物发黑、焊点不光亮等问题。 此区域的温度如果升温太快,锡膏中的松香(助焊剂)就会迅速膨胀挥发,正常情况下,松香应该会慢慢从锡膏间的缝隙逸散,当松香挥发的速度过快时,就会发生气孔、炸锡、锡珠等品质问题。 回流焊区(Reflow zone) 回流焊区是整段回流焊温度最高的区域,通常也叫做「液态保持时间(TAL, time above liquids)」。此时焊料中的锡或镍与焊垫上的铜由于扩散作用而形成金属间的化合物Cu5sn6或Ni3Sn4。以OSP的表面处理为例:当锡膏融化后,会迅速润湿铜层,锡原子与铜原子在其介面上互相渗透,初期Sn-Cu合金的结构为良好的Cu6Sn5,其厚度为1-3μ,为回流焊炉子内的关键阶段,因为装配上的温度梯度必须最小,TAL必须保持在锡膏制造商所规定的参数之内。产品的峰值温度也是在这个阶段达成的(装配达到炉内的最高温度),时间如果过长就会继续生成Cu3Sn的不良IMC。ENIG表面处理的板子,初期则会生成Ni3Sn4的IMC,不会有Cu6Sn5。 必须小心的是,不要超过板上任何温度敏感元件的最高温度和加热速率。例如,一个典型符合无铅制成的坦电容具有的最高温度爲260°C只能持续最多10秒钟。理想状况下应该让装配上所有的焊点同时、同速率达到相同的峰值温度,以保证所有零件在炉内经历相同的环境。 回流焊的峰值温度,通常取决于焊料的熔点温度及组装零件所能承受的温度。一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点。 冷却区(Cooling zone) 在回流焊区之后,产品冷却,固化焊点,将为后面PCBA装配的工序准备。控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。 一般认为冷却区应迅速降温使焊料凝固。迅速冷却也可以得到较细的合晶结构,提高焊点的强度,使焊点光亮,表面连续并呈弯月面状,但缺点就是较容易生成孔洞,因为有些气体来不及逃逸。 相反的,在熔点以上缓慢的冷却则容易导致过量的介金属化合物产生及较大合晶颗粒,降低抗疲劳强度。采用比较快的冷却速率可以有效吓阻介金属化合物的生成。 在加速冷却速度的同时须注意到零件耐冲击的能力,一般的电容所容许的最大冷却速率大约是4°C/min。过快的冷却速率很可能会引起应力影响而产生龟裂(Crack)。也可能引起焊垫与PCB或焊垫与焊点的剥离,这是由于零件、焊料、与焊点各拥有不同的热膨胀系数及收缩率的结果。一般建议的降温速度为2~5°C/s之间。 图片&文章来源:汽车电子硬件设计 免责声明: 本公众号文章版权归原作者及原出处所有 。内容为作者个人观点, 并不代表本公众号赞同其观点和对其真实性负责,本公众号只提供参考并不构成投资及应用建议。本公众号是一个个人学习交流的平台,平台上部分文章为转载,并不用于商业目的,如有涉及侵权等,请及时告知我们,我们会尽快处理。本公众号拥有对此声明的最终解释权。返回搜狐,查看更多 |


【本文地址】