| 应用案例 | 您所在的位置:网站首页 › Rs8801喷枪 › 应用案例 |
应用案例
|
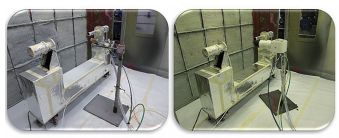
虽然两者都形成了一个扇形图案,但从图 1 可以明显看出,形成的模式可以说是非常不同。这是由于部件雾化云状物的形成方式不同。具体我们将在下一节展开讨论。 旋杯比喷枪更大更重,因此喷枪更适用于手动喷涂应用,可以为操作员提供更大的控制,减缓压力和疲劳。旋杯通常限用于机器人、往复运动器或其他自动化应用。 虽然任何涂膜涂布器都容易受到维护和清洁问题的影响,但是旋杯更复杂,因为有许多活动的部件。通常,旋杯比喷枪需要更多的维护。 旋杯一般与在较低压力下供应的较低粘度的流体一起使用,而喷枪可能更适用于更高粘度,更高压力的应用。 喷雾 ◆基本面 简而言之,雾化是应用剪切的结果,剪切将流体撕裂成小颗粒云状物。 旋杯的情况是,当旋转的杯子到达杯子的边缘时,通过增加垂直于流体方向的力量在流体中产生剪切。颗粒物的大小主 要取决于(a)杯子本身的设计,(b)涂层的流速,它决定了流体输送到杯子边缘的速度,以及(c)旋转速度,它决定了杯 子边缘相对于流体的速度。最终,传送给颗粒的大部分能量垂直于旋杯并平行于部件。如果没有一些为云状物指路的手段, 它将简单地悬停在部件附近,仅有很少的液体可以真正到达表面。成型空气不仅用于“塑造”扇形图案,还将其引向部件。 喷枪的情况是,喷枪通过减小流体直径,增加速度来产生剪切,然后使其通过小孔。这将流体分解成小颗粒,形成雾化云。雾化由孔的尺寸和形状以及流过它的流体流速控制,这通常是流动路径的指征(尺寸和形状),流体的粘度和后面压力的一个函数。扇形图案也由成型空气塑造和引导,但由于流体在雾化时已经以高速向部件移动,因此相较旋杯,喷枪产生的颗粒向部件移动的速度更快。 ◆量化差异 那么这些雾化差异如何影响我们日常的涂层操作呢?我们在位于俄亥俄州托莱多的卡莱流体技术集团 Carlisle Finishing Technologies 的实验室进行了测试,使用 Malvern 粒度分析仪分别测量喷枪和旋杯雾化云中颗粒大小的分布,如图 2 所示。
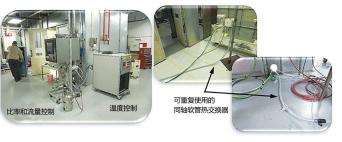
为了保持一致性,喷枪和旋杯都使用 HCNTX 2K 清漆进行测试。使用 Ransberg RCS 系统,比率、流体流量以及雾化和 成型空气均保持恒定。使用 Saint Clair Systems 油漆温度控制系统模拟环境条件,用可重复使用的同轴软管作为热交换器。这样的配置可以在受控的重复步骤中精确控制温度直至分配点。该系统如图 3 所示。
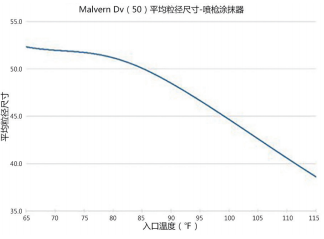
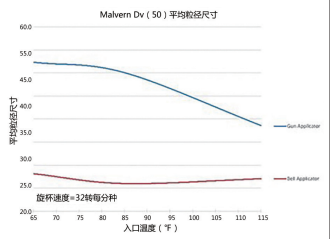
◆ 喷枪测试 虽然由于该测试系统的控制精度,序列并不重要,但是第一次测试是使用如图 2 所示的喷枪设置进行。所有其他参数由RCS 系统控制维持不变,温度以受控的增量从 65°F(18°C) 上升到 115°F(46°C),这是为了达到改变透明涂层粘度的目的。在每个步骤中,使用 Malvern 分析仪测量雾化云中所得的 Dv(50)粒径尺寸。 结果总结如图 4 所示。在这里我们可以看到,在所有其他变量保持不变的情况下,喷枪施加器的平均粒径从 65°F(18°C) 时的 52.3μ 变化到 115°F(46°C)时仅 38.6μ。
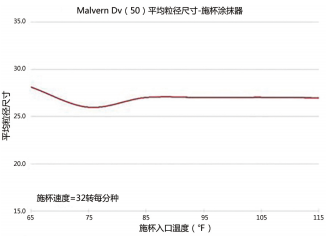
基于上述喷枪雾化的讨论,可以合理地得出结论,雾化的变化与由温度变化引起的透明涂层粘度的变化直接相关。 除了粒径的变化之外,粘度的变化将影响粒子重组并在部件表面上流出。这对于成膜、光泽、橘皮等的表面质量有直接影响。 ◆旋杯测试 接下来,在图 2 和 3 所示的装置中用一个旋杯代替喷枪。杯速设定为 32,000 转每分 RPM,并且与喷枪一样,所 有其他参数由 RCS 系统保持恒定。温度再次以 65°F-115°F (18°C-46°C)的控制增量变化,以表示改变透明涂层粘度的表达目的,并且在每个步骤中,都使用 Malvern 分析仪测量雾化云中产生的 Dv(50)粒径。 结果总结并显示在图 5 中。这里我们可以看到,在所有其他变量保持不变的情况下,旋杯涂抹器的平均粒径保持恒定在 ~27μ,与温度变化无关。
基于上述雾化的讨论,可以合理地得出结论,旋杯雾化不受由温度变化引起的透明涂层粘度变化的影响。 通过在 85°F 的中间温度下将杯速从 32,000 转每分 RPM 增加到 60,000 转每分 RPM 可以证实该理论。这时平均粒径从 ~27μ 变为 ~16μ。 因为它们都是在 20μ 粒度刻度和 65°F 到 115°F 温度刻度上绘制的,所以它们可以整合在同一图表上,如图 6 所示。这使我们可以简单地将雾化性能比较为两种涂布器类型的温度 (粘度)函数。
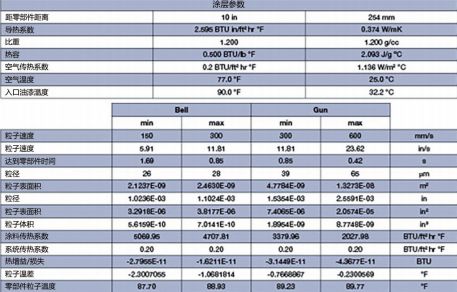
尽管使用旋杯涂布器,颗粒尺寸并没有随着温度的变化而变化,但粘度的变化仍会影响粒子重组并在零件表面流出——就像喷枪涂抹器一样——这也仍然会在薄膜构造、光泽、橘皮等方面直接影响饰面质量。 环境对粒子温度的影响 人们普遍认为,注意控制喷漆室的温度是一件重要的事情, 因为它会直接影响应用涂料的温度。乍看下,这似乎是一个合乎逻辑的假设。毕竟,雾化的液滴极小,数量又众多;与大量流体相比,它们与环境空气大面积接触。然而,现实却大相径庭。 虽然几乎不可能测量云状物中单个液滴的温度,但计算温 度变化却相当简单。Saint Clair Systems 公司开发了可以快速、轻松地进行这些计算的工具,帮助涂层机更好地评估和规划其过程控制策略。示例计算如图 7 所示。
在这里,我们可以看到一些关键场景被放在一起,便于进行比较。上文中关于雾化的讨论,我们注意到喷枪以比旋杯快得多的速度将粒子移向他们的目标。根据卡莱尔流体技术公司 Carlisle Fluid Technologies 的说法,旋杯产生的颗粒速度范围 为 150-300 毫米 / 秒,而喷枪产生的颗粒速度范围为 300-600 毫米 / 秒,是施杯的两倍。这意味着颗粒在空气中的平均时间 范围为 0.42s-1.69s。尽管环境空气具有较大的表面积,但实现 温度变化的时间并不长。当我们考虑空气的绝缘特性时,这一点就特别容易理解,其 U 值仅为 0.2 BTU /ft²hr °F。 在这个具体的例子中,喷漆室温度为 77°F(25°C),油 漆从从一个循环系统以温度 90°F(32°C)进入喷漆室,这里提到的循环系统是在夏日,从混合室到桁架循环。这对于许多油漆匠来说是一个相当常见的场景。我们可以看到,由于喷枪产生的高颗粒速度导致在空气中逗留的时间变短,油漆的温度损失范围在 0.25°F-0.75°F 之间——到达部件时温度仍然高于 89°F。即使由于旋杯速度较低而导致在空气中逗留的时间相对较长,油漆温度仅改变 1.1°F-2.3°F——在最坏的情况下,仍然会在接近 88°F 下到达部件。如果您假设您的油漆在 77°F 下应用并且其实际温度等于(或高于)88°F,您可能会发现很难做出正确的决定来保证饰面质量符合规格。 这就是为什么现代渐进式涂布机在完成质量方面,更看重控制应用点涂料温度,而不是控制喷漆室温度。 如何选择一款涂布器 选择涂布器时,首要考虑的是喷绘内容以及喷绘方式。正如我们之前提到的那样,喷枪更适合手动应用,旋杯则不然。然而,在机器人应用中,两者各有所长。我们将以汽车为例。 更快的速度和更多的喷枪定向扇形图案被认为更适合“切入”——具有深曲线的喷绘区域,如门、车身、发动机舱等周围区域。旋杯雾化的一致性使其更适合于具有柔和形状的大面积表面处理,这些区域的表面完成度非常关键(通常称为“A 级”),如发动机罩、 车顶、后车厢盖、车门、四分之一面板等。 同样,一级供应商通常将喷枪用于镜壳、烤架等深型零件——因为他们需 要将油漆驱动到这些区域如果喷涂速度较低,就会喷涂不够充分——但随后还会使用旋杯,来达到更温和的效果,比如注重美学的部件,如挡板、充气门、 保险杠和托板。 简而言之,两种涂布器方式都有它 们用途,并且将两种方式组合使用,充分利用其优势的做法也很常见。同样重要,需要理解的是,任何一种方式都不能克服输送涂层到它们时产生的问题。然而,当我们遇到问题时,通常最先拨打的两个电话就是我们的涂料供应商和涂布器供应商。 ▷ 内容来源 | 涂料与油墨中国版 ▷ 如需转载,请注明出处返回搜狐,查看更多 |
【本文地址】