| 线切割加工工件又变形了,怎么办? | 您所在的位置:网站首页 › 45钢板加工变形了怎么办 › 线切割加工工件又变形了,怎么办? |
线切割加工工件又变形了,怎么办?
|
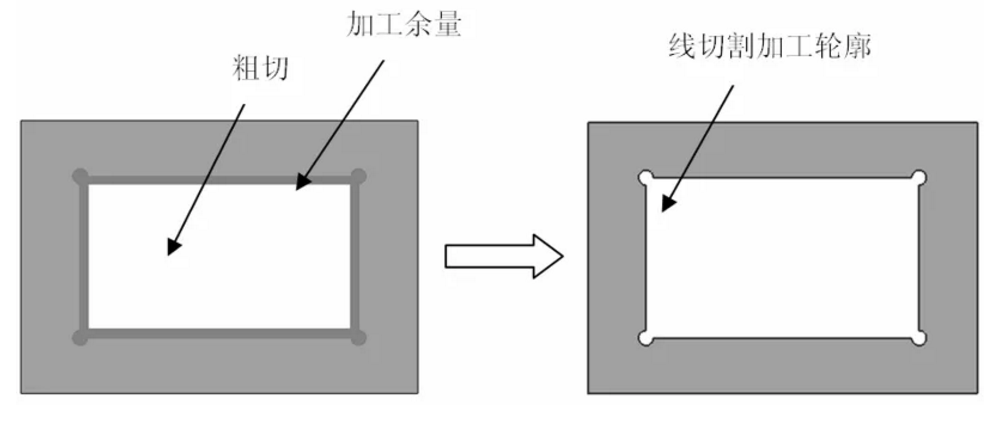
可以采取一定的措施对线切割加工的变形予以控制,防止变形现象的发生。 (1)切割前的粗加工或应力释放切割 如果需要在一块材料上进行大面积切割,会使材料内部残余应力的相对平衡状态受到破坏,材料会产生很大的变形。我们可以先消除材料的大部分应力,办法是进行粗加工(粗加工),把大部分的余量先去掉,或者是进行释放应力的路径切割。 对于大件凹模的电火花线切割加工,可以做两次主切,先将主切的偏移量加大单边0.1-0.2mm进行第一次主切,让其应力释放,再用标准偏移量进行第二次主切,如下图所示。
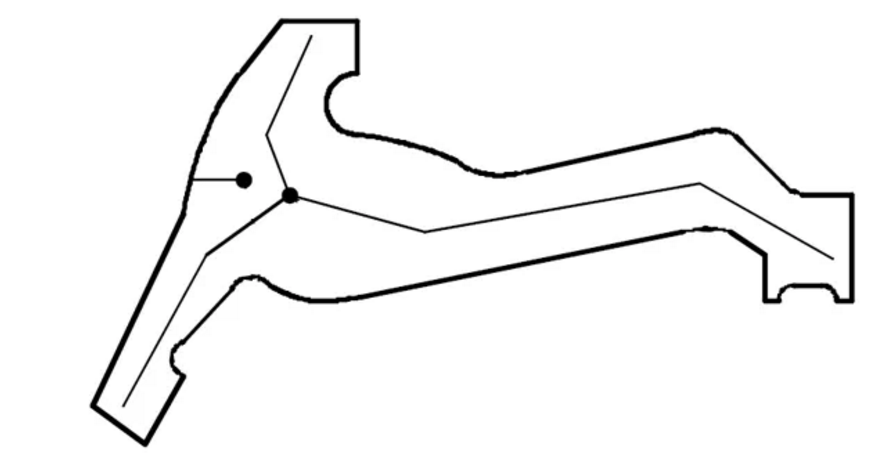
进行释放应力的粗加工减少变形 对于长的狭窄外形,先在此型孔内部进行释放应力的路径切割,再加工型孔外形,如下图所示
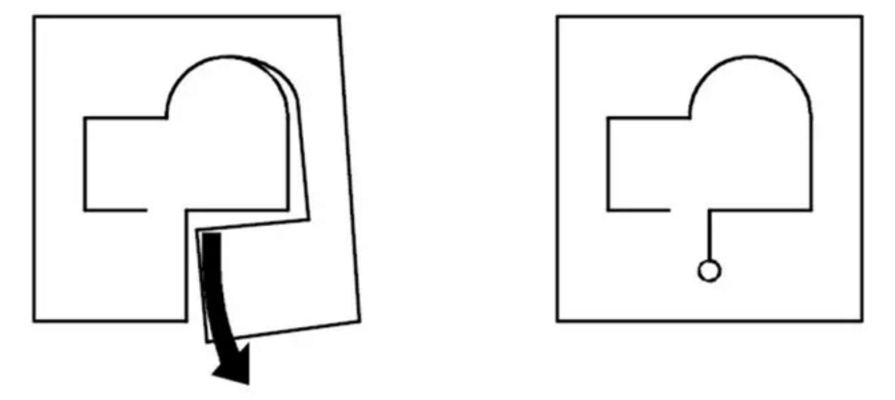
释放应力切割 (2)加工穿丝孔 切割凸模时,如果不加工穿丝孔,直接从材料外切入,如下图(a),因材料应力不平衡产生变形,会产生张口变形或闭口变形。可在材料上加工穿丝孔,进行封闭的轮廓加工,如下图(b)可明显减少电火花线切割加工带来的变形。
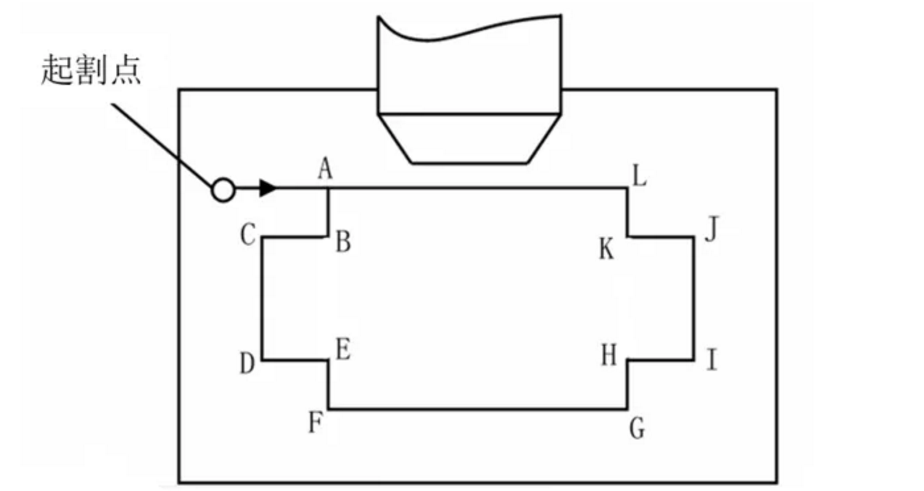
(a)变形较大 (b)变形较小 加工穿丝孔减少变形 (3)优化加工路径 一般情况下,最好将加工起割点安排在靠近夹持端,将工件与其夹持部分分离的切割段安排在加工路径的末端,将暂停点设在靠近坯件夹持端部位。一些加工中由于加工路径安排不合理,也是造成线切割加工变形的原因。如下图所示,比较合理的加工路径是:A→B→C→D……→A。如果按照顺时针方向:A→L→K→J……→A,由于切割开始就将工件与夹持部分切断,加工到程序的末段时,凸模的切割精度直接受到夹持不可靠因素的影响。
加工路径的安排 (4)多次切割 有的工件在采取某些措施后,仍有一些变形,为了满足工件的精度要求,可改变一次切割到尺寸的传统习惯,采用多次切割的方法。快走丝线切割加工采用多次切割方法,主要是为了达到更佳的表面粗糙度,但采用多次切割方法对减少因应力问题带来的模具零件变形有很重要的实际意义。 (5)多型孔凹模板加工工艺优化 模板在线切割加工时,随着原有内应力的作用及线切割所产生的热应力的影响,将产生不定向、无规则的变形,使后面的切割吃刀量厚薄不均,影响了加工质量和加工精度。 针对此种情况,对精度要求比较高的模板,在多次切割加工中。第1次切割将所有型孔的废料切掉,取出废料后,再由机床的自动移位功能,依次完成型孔的修切:主切a腔,取废料→主切b腔,取废料→主切c腔,取废料→……→主切n腔,取废料→a腔修切→b腔修切→……→n腔修切,加工完毕。 这种切割方式能使每个型孔加工后有足够的时间释放内应力,能将各个型孔因加工顺序不同而产生的相互影响、微量变形降低到最小程度,较好地保证模板的加工尺寸精度。 但是这样加工穿丝次数多,工作量较大,更适合于带有自动穿丝机构的慢走丝线切割机床。这样切割完后经测量,形位尺寸符合高精度要求。
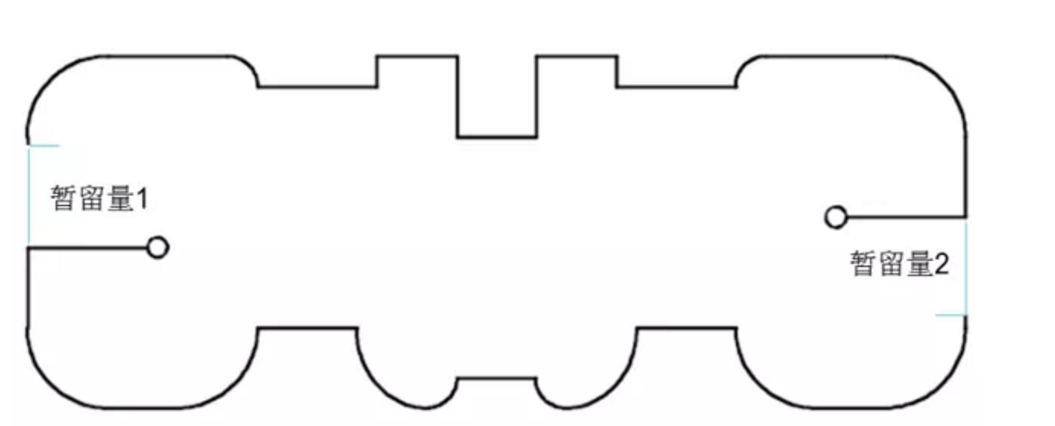
(6)设置多段暂留量 大型、复杂形状的工件加工情况,应设置两处或以上的暂留量,设置多个起割点,如下图所示。编程时以开放形状的方式加工,编程前先把图形分解成多段,并分别串接起来,加工时先加工轮廓,最后加工暂留量部分。
设置多段暂留量 驼驮网版权与免责声明: 1.本站转载并注明其他来源的文章,均来自互联网或业内投稿人士,版权属于原版权人。转载请保留文章来源及作者,禁止擅自篡改,违者自负版权法律责任。 2.如发现本站文章存在版权问题,烦请提供版权疑问、版权证明、联系方式等发邮件至[email protected],我们将及时沟通与处理。 3.本站评论版块中各网友的评论只代表网友个人观点,不代表本站的观点或立场。返回搜狐,查看更多 |
【本文地址】